welcome to Yuxi metal recycling
 English
English

 EnglishEnglishEnglish
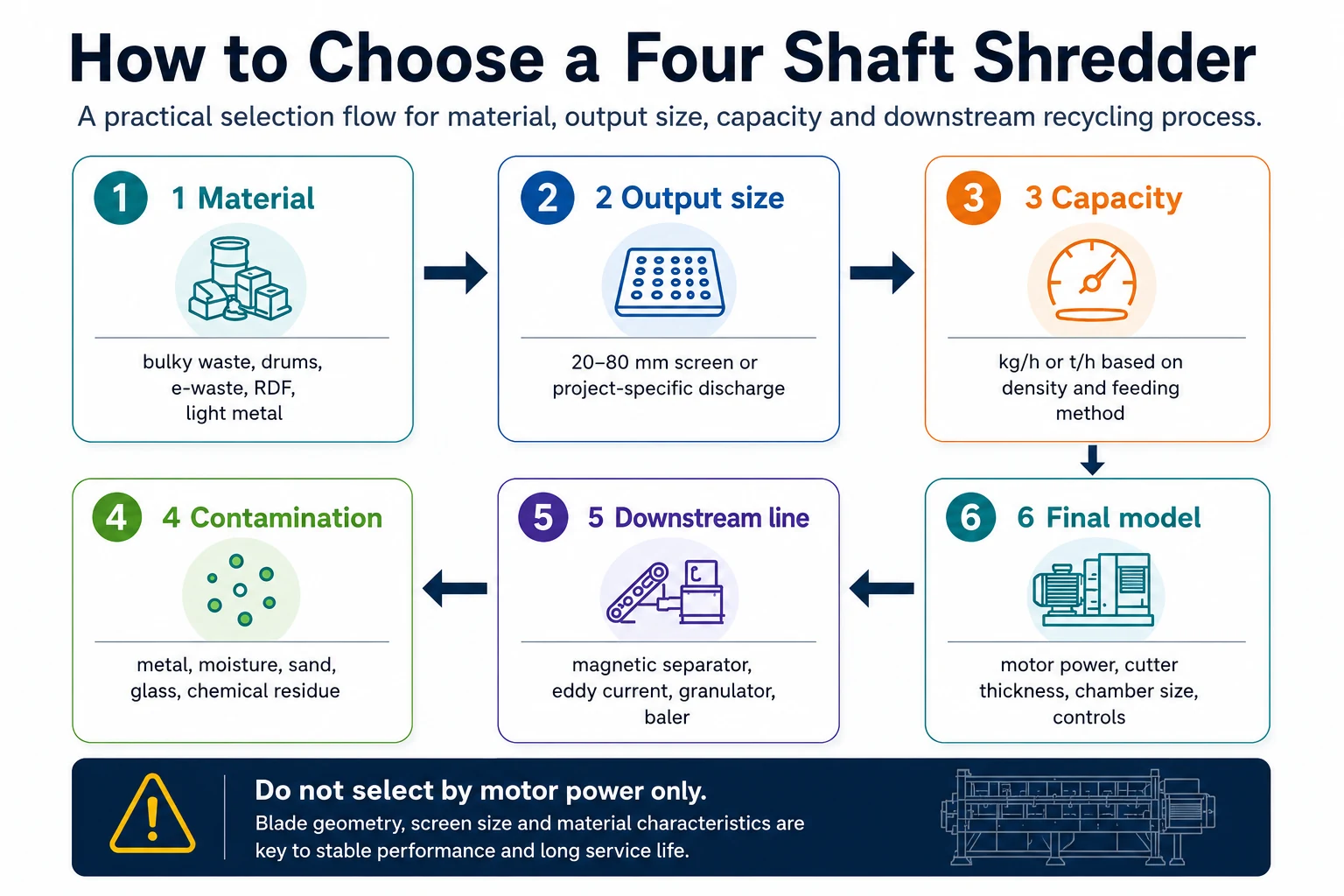
EnglishEnglishEnglishChoose the machine from the material and the next process backward. This guide explains how feed behavior, output size, capacity, cutter design, screen opening, torque, maintenance and line layout change the final configuration.

To choose the right four shaft shredder, first define the actual material composition, normal and maximum feed size, required output size, hourly capacity and downstream process. Those details determine the chamber, cutter thickness and hook profile, screen opening, shaft strength, reducer torque, feeding method and protection system. Do not select the machine by motor power alone. For mixed, abrasive or unpredictable feed, a representative material test is usually worth more than another brochure comparison.
Many buyers start in the same place: they compare motor kilowatts, chamber width and a capacity figure copied from a quotation. That is understandable, because those are the numbers that fit neatly into a spreadsheet. They are not, however, the numbers that usually decide whether the machine runs well six months later.
A four shaft shredder becomes valuable when the plant needs more than rough tearing. Its practical job is to keep oversize material in the cutting chamber, cut it again and release it through a selected screen. That makes the machine useful before separation, granulation, washing, baling or fuel preparation. It also means that every request for smaller output changes residence time, load, wear and real throughput.
The right selection is therefore not “the biggest model within budget.” It is the configuration that handles the worst normal feed without forcing the whole line to operate at emergency settings. The sections below follow the order we use when reviewing a serious project inquiry.
Four shafts are not automatically better than two. They solve a different production problem. A double shaft machine is normally chosen to open bulky material and reduce volume with a simple, high-torque cutting action. A four shaft machine adds repeated cutting and, in most industrial designs, a sizing screen. You pay for additional shafts, cutters, bearings, controls and maintenance access because the discharge needs more control.
“Mixed industrial waste” is not enough information for machine selection. One factory may use that phrase for plastic drums, cardboard and film. Another may mean cable, steel brackets, cloth, rubber and casting sand. Both inquiries sound identical until the cutters meet the material.
List the main components and give an approximate percentage when possible. Mention every material that can change cutting duty: metal inserts, cable, textile, wood, rubber, glass, batteries, motors, bearings or dense lumps. A five-percent hard fraction can be more important to cutter design than the ninety-five-percent soft fraction.
The largest object determines the opening and occasionally the pre-treatment requirement. The typical object controls everyday feeding behavior. For example, a plant may receive 1,200 mm drums occasionally but process 400–700 mm packaging most of the time. Building the entire system around the exceptional item can create an unnecessarily large and expensive chamber. Ignoring it can stop production when that item arrives.
Low-density feed fills the hopper quickly while contributing little weight. Hollow drums, flexible sacks and loose RDF can occupy a large chamber but still give a modest tonnage. Flat metal offcuts may weigh more yet enter the cutters easily. Capacity must therefore be tied to both weight and volume.
Water, oil, mud, sand, glass and fine mineral residue change more than cleanliness. They affect friction, corrosion, sealing, screen blockage and edge wear. Chemical or oily packaging may also require ventilation, residue removal and a separate safety review before shredding.
The most useful question in the whole project is often: “What will happen immediately after the shredder?” A magnetic separator, eddy current separator, air separator, granulator, washing line and baler all tolerate different feed shapes. The target should be based on the next process, not on a general preference for smaller pieces.
Ask the downstream equipment supplier for the largest acceptable piece, troublesome shapes and preferred feed range. A nominal 50 mm requirement may actually mean “no long strips over 150 mm,” which is a cutter-geometry issue as much as a screen issue. A granulator may accept irregular 40–60 mm plastic but reject a folded metal plate of the same nominal width.
A screen controls the maximum discharge pathway, but actual pieces still depend on cutter thickness, hook geometry, material flexibility, orientation and how the fragment folds at the opening. Film, textile and thin sheet can pass in shapes that do not resemble the screen hole. For that reason, a supplier should describe the expected output character, not promise a laboratory-sized fraction from a mixed waste stream.
A smaller opening keeps material in the chamber longer. The shafts must recut it more often, average motor load rises, heat and wear increase, and capacity normally falls. In some projects, a 30 mm target creates no added value because the next separator performs equally well at 50 mm. The extra reduction simply converts throughput into wear cost.
“Five tons per hour” is incomplete without material, output size and feeding conditions. The same machine can process hollow plastic drums at one rate and wet textile-rich RDF at a very different rate. A catalog capacity should be treated as a reference from a particular test, not a permanent property of the machine.
Record the stable hourly requirement, the short peak and the total per shift. A line that receives 20 tons over eight hours does not always need a 2.5 t/h shredder. Breaks, loading cycles, material changes, screen cleaning and downstream stoppages require reserve capacity. On the other hand, selecting only by a rare peak can oversize the entire line.
Two hours of batch work is different from two shifts of continuous operation. Continuous duty puts more emphasis on reducer service factor, bearing temperature, lubrication, screen access, spare cutters and planned maintenance. The machine may need more torque margin even when the average tonnage looks moderate.
A useful test record identifies feed composition, initial size, screen opening, test duration, net processed weight, feeding method and the number of overload reversals. A short demonstration with clean, hand-selected pieces can show cutting ability, but it does not establish a dependable production rate.
Chamber width is often treated as a model-size number. In practice, it must work with the largest normal item, the feeding equipment and the way material settles in the hopper.
A wide chamber reduces the need to pre-cut large items, but it also increases frame, shaft and drive requirements. The opening should match the feed conveyor or grab bucket so material spreads across the working area rather than landing repeatedly on one side. Long flexible material needs enough interaction with the cutters to prevent it from lying across the opening.
Hopper wall angle and throat shape decide whether hollow parts move into the shafts or bridge above them. Plastic drums may rotate. Mattresses and textile bundles may span the opening. Thin sheet can stack and slide as a pack. A tall hopper alone does not solve these problems; sometimes it makes them harder to see.
A hydraulic pusher, pressing device or controlled infeed is useful when light material floats, bounces or fails to engage. It should not be used to force unsuitable hard objects into the chamber. The purpose is stable contact and metering, not turning a light-duty machine into a heavy-duty one.
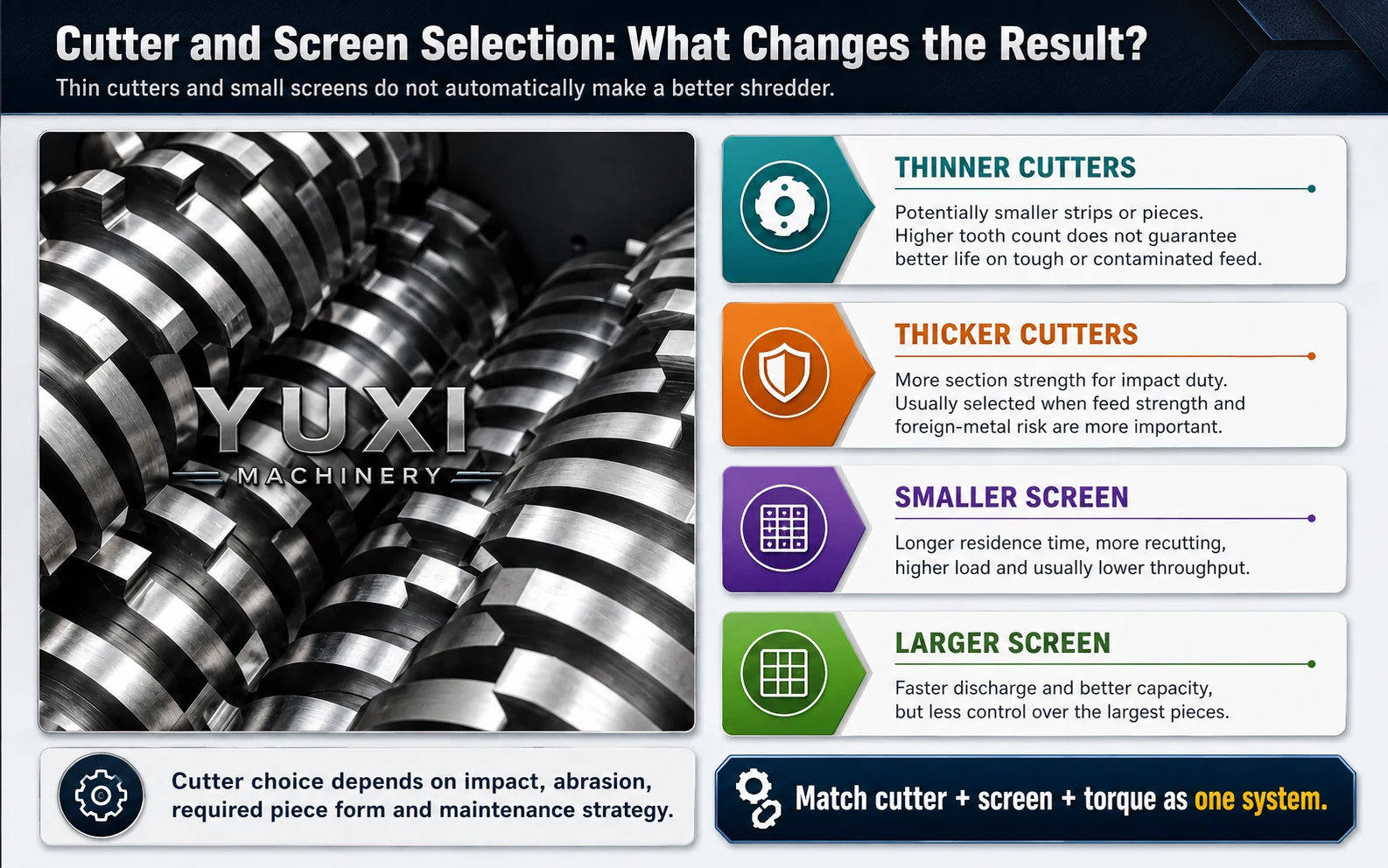
The cutters decide how the material is grabbed, where it fractures, what shape leaves the chamber and how often maintenance is required. Blade material names are useful, but they do not replace a discussion about hardness, toughness, heat treatment and repair strategy.
Thinner cutters can create narrower strips or smaller primary bites, but they have less section strength. Thick cutters tolerate impact better and are often preferred for light metal, contaminated waste and larger feed. The screen still controls final discharge, so selecting thin cutters only to chase a small output can be an expensive shortcut.
A deep, aggressive hook grabs hollow or slippery material well but may take a larger bite and create higher load peaks. More teeth increase contact frequency, yet may reduce the strength of each tooth. Flexible feed needs a geometry that cuts instead of winding. Brittle housings need enough penetration without excessive shock.
Wear resistance matters when the stream contains sand, glass or mineral contamination. Toughness matters when hidden metal, bearings or dense parts create impact. A very hard edge with poor toughness can chip; a very tough but soft edge may round quickly. The correct balance depends on what enters the chamber every day, not on the most impressive alloy name in a brochure.
Confirm the role of the upper and lower shafts, shaft diameter, shaft material, heat treatment, cutter-to-shaft interface and spacer design. Also ask how bearings and seals are isolated from the chamber. A four shaft arrangement is only useful when all four shafts interact predictably; extra shafts do not compensate for weak support or poor alignment.
Motor power is an input. Cutting performance depends on how that power reaches the shafts. Two shredders with the same installed kilowatts can have different shaft speeds, reduction ratios, torque margins and response to shock.
Low-speed shredding relies on torque. A reducer converts motor speed into usable shaft torque, but the final result also depends on cutter diameter and the number of shafts loaded at the same time. Ask for rated output torque, permitted peak torque and service factor rather than comparing only motor plates.
Mixed waste produces irregular loads. The reducer, couplings and shafts must tolerate short spikes without turning every hard object into an emergency stop. Independent drives can offer more control over shaft reversal and load sharing; combined arrangements may be simpler. Neither is universally superior. The important point is whether the control logic matches the mechanical design.
Current monitoring and automatic reverse are valuable safeguards. They release temporary jams and reduce manual intervention. They do not make an unsuitable cutter process thick steel, nor do they solve chronic overfeeding. Frequent reversing during a test usually means the material, feed rate or configuration needs another review.
The screen is a production component, not a passive accessory. It controls what can leave, receives continuous abrasion and determines how easily operators can recover from a blockage.
Check hole shape, plate thickness, support structure, wear material and the clear path under the cutters. Round, square and slot openings behave differently with flakes, strips and fibrous pieces. The screen must be strong enough to resist impact but accessible enough to replace without dismantling half the machine.
Wet labels, film and textile can blind sections of the screen. The design should allow safe inspection and cleaning. Hydraulic opening may reduce labor on larger machines, but mechanical locks and safe isolation are still necessary during service.
The conveyor must accept the actual volume leaving the screen, including short surges after recirculated material finally passes. Belt width, sidewall height and speed should match bulk density. Leave enough space for a magnet, metal detector or manual inspection when the process requires one.
Unexpected objects are normal in real recycling plants. The question is not whether contamination exists; it is what type, how often and what the operators do when it appears.
Solid shafts, tools, bearings, stones, glass, motor components, compressed gas cylinders and batteries should be discussed before quotation. Some require pre-sorting. Some require a different machine. Some require an entire fire and dust control plan.
Machine guarding and safe access should be reviewed as part of the purchase, not after installation. The general principles in the OSHA machine-guarding requirements are a useful reference for protecting operators from points of operation, rotating parts and other machine hazards. Local rules at the installation site still apply.
Battery-containing e-waste, oil-contaminated drums and dusty RDF need separate risk assessment. A shredder quotation should not quietly assume that the feed is empty, inert and non-flammable. For electronics projects, pre-sorting and responsible handling should also follow applicable local requirements; the U.S. EPA electronics recycling guidance provides a useful overview of responsible downstream handling.
The purchase price is visible once. Maintenance access is felt every week. A less expensive shredder can become costly when changing one damaged cutter requires removing a full shaft assembly without enough crane space.
Ask whether cutters are individually replaceable, whether worn hooks can be rebuilt, how the stack is timed and what tooling is required. Confirm estimated labor and lifting needs for a normal cutter service. Request an exploded drawing and a recommended spare-parts list before the machine ships.
The screen is inspected more frequently than many buyers expect. Operators need a safe way to remove trapped material, check deformation and replace sections. Chamber-opening systems should be evaluated with the actual installation space, not only in a clean factory video.
External bearings are easier to protect from debris, but the sealing arrangement around each shaft is critical. Ask how liquid, dust and wire migration are controlled. Central lubrication is helpful on multi-shift lines, provided the points and intervals are clearly documented.
A practical start-up package may include common cutters, spacers, seals, bearings, screen sections, sensors and critical fasteners. The exact package should reflect shipping lead time and the plant’s tolerance for downtime. More detail on budget and operating-cost factors is available in the four shaft shredder price guide.
A four shaft shredder can be mechanically correct and still perform poorly in the wrong line. Feeding, discharge, separation and control must be sized as one process.
Chain conveyors handle impact and bulky feed well. Belt conveyors offer controlled metering for lighter material. Grab cranes and loaders provide flexibility but can deliver large, sudden batches. The infeed should prevent operators from using the hopper as a storage bunker.
Confirm the shredder discharge with the magnetic separator, eddy current separator, trommel, air separator, granulator, washing line or baler supplier. Each stage has a preferred loading pattern. In a complete waste metal shredding and recycling system, the shredder’s job may be opening and sizing rather than producing the final marketable fraction.
Agree on start-up and shutdown sequence, full-bin signals, downstream fault response and manual recovery. The shredder should slow or stop before a blocked discharge conveyor fills the chamber from below. Good interlocking prevents minor problems from becoming hours of cleaning.
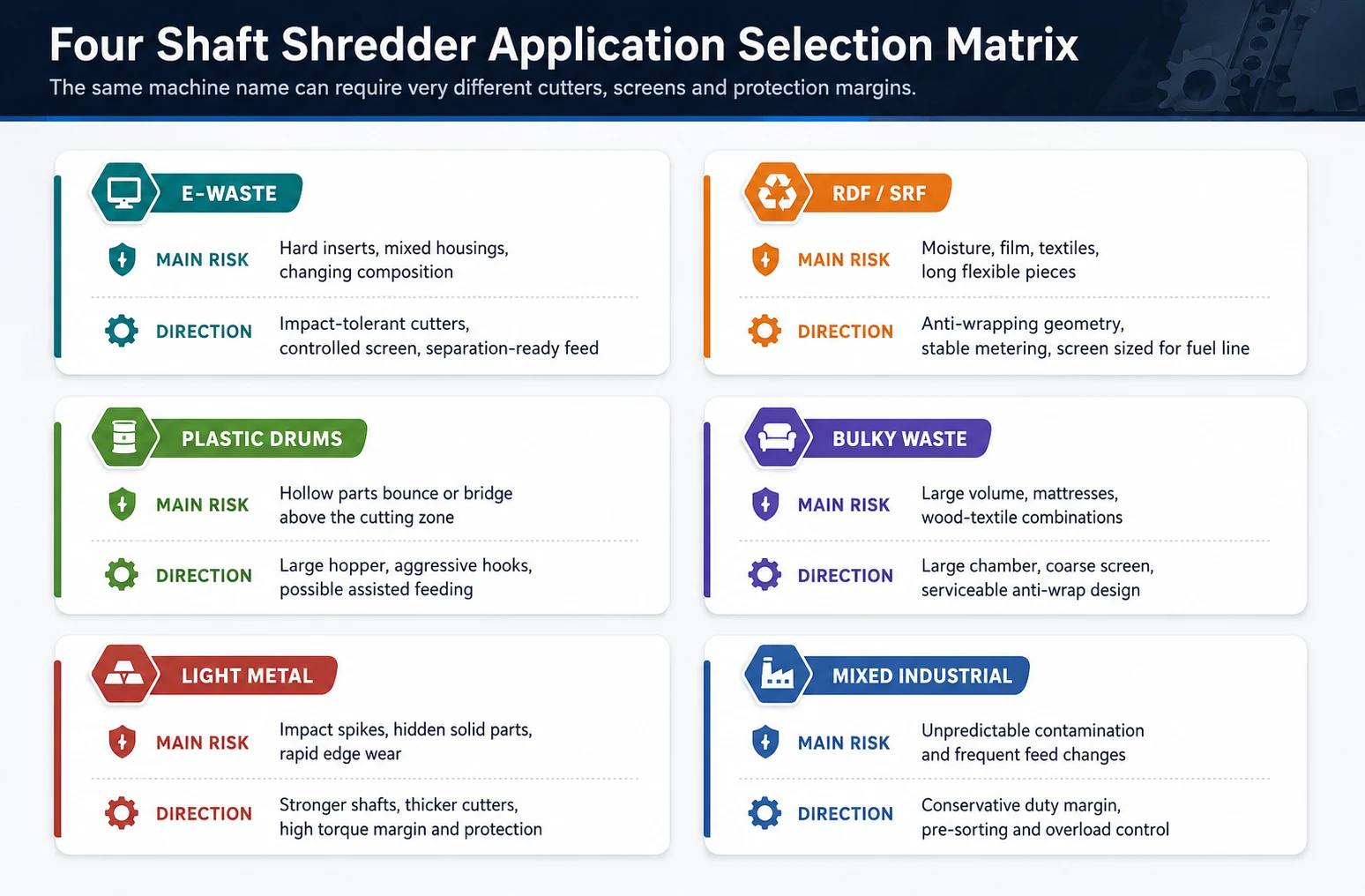
Material names are only the starting point. The following directions show which issues normally dominate each application. They are not fixed specifications; actual cutter, screen and torque selections still require project data.
| Application | Main Selection Concern | Typical Configuration Direction |
|---|---|---|
| E-waste | Hard inserts, mixed housings, batteries, metal/plastic separation | Impact-tolerant cutters, controlled screen, pre-sorting and separator-ready discharge |
| RDF/SRF | Moisture, film, textiles, long flexible pieces and unstable bulk density | Anti-wrapping geometry, controlled metering and screen chosen for the fuel line |
| Plastic drums | Hollow items bounce, rotate or bridge above the shafts | Large hopper throat, aggressive hooks and assisted feeding when necessary |
| Bulky waste | Large volume, mattresses, wood-textile combinations and irregular shapes | Large chamber, serviceable anti-wrap design and a relatively coarse screen |
| Light metal scrap | Impact spikes, hidden solid pieces and rapid cutter-edge wear | Stronger shafts, thicker cutters, high torque margin and conservative protection settings |
| Mixed industrial waste | Frequent feed changes and unpredictable contamination | Pre-sorting, wider duty margin, accessible screen and robust overload control |
| Project Need | First Machine to Evaluate | Reason |
|---|---|---|
| Rough opening and volume reduction | Double shaft shredder | Simple high-torque pre-shredding with fewer cutting parts |
| Screen-controlled discharge from mixed bulky feed | Four shaft shredder | Repeated cutting and recirculation before discharge |
| Clean, relatively uniform plastic or wood with controlled output | Single shaft shredder | Rotor and screen system can be efficient for consistent streams |
| Whole tires at industrial volume | Dedicated tire shredding system | Cutter, transmission and downstream separation are tire-specific |
| Heavy steel or dense scrap | Heavy-duty metal shredding system | Selection depends on feed thickness, density and impact duty, not shaft count |
A large motor does not correct weak shafts, a light reducer, unsuitable cutters or the wrong screen. Compare the complete torque path and duty.
Tons per hour cannot be evaluated until the supplier knows how small the material must become and how long it will recirculate.
A layout optimized for flexible RDF may not be the best choice for e-waste with metal inserts. Frequent material changes should be part of the design discussion.
Finer output can look attractive in a quotation. In operation, it may reduce capacity, increase reversals and create no benefit for the next stage.
Small quantities of sand, glass or solid metal often determine cutter life and protection requirements. Hiding them during selection only moves the cost into maintenance.
A demonstration proves that the machine can cut a sample. It does not prove stable production with the buyer’s normal feed, loading method and target screen.
Leave space to open the chamber, pull shafts, lift the reducer and remove the screen. A machine can fit through the door and still be impossible to service.
Ask for the test material, output size, duration, feed method, current trend and weighing method. Stable capacity is more valuable than a brief peak.
Copy the list below into your inquiry. Clear information shortens the selection process and makes quotations easier to compare.
Choose the machine from the downstream process backward. First confirm the piece size and shape the next stage can accept. Then set the screen, cutter layout, torque margin, chamber and feeding system needed to produce that condition with the real feed.
A four shaft shredder is a strong choice when screen-controlled discharge removes a genuine production problem: blocked conveyors, uneven separator loading, granulator jams, poor RDF feeding or too many oversize pieces. It is unnecessary when the plant only needs rough opening and already has another sizing stage.
Before signing a contract, review one complete configuration sheet that connects material, feed size, output target, capacity, cutter, screen, reducer, controls and maintenance access. Those items should tell one consistent engineering story. If they do not, another model comparison will not solve the problem.
Send material photos or video, normal and maximum feed size, target output, hourly capacity and the next process in your line. YUXI can review the chamber, cutter, screen, drive and conveyor requirements before quotation.
Contact YUXI Engineering TeamStart with maximum and normal feed dimensions, then check the feeding method and required chamber opening. After that, size the drive and screen for the target output and stable hourly duty. A wider chamber is not always better if the feed is small and dense.
Provide material photos or video, composition, size range, bulk density, moisture, contamination, target output, capacity, working hours, feeding method, local power supply and downstream equipment.
Not by itself. Capacity also depends on reducer ratio, shaft torque, cutter geometry, screen opening, feed density and how often the machine reverses. Compare the complete drive and cutting system.
A smaller screen keeps material inside for more cutting cycles. That normally improves size control but reduces throughput and increases load and wear. Use the largest opening that still protects the next process.
Thinner cutters may create narrower pieces, while thicker cutters provide more strength for impact duty. The decision should follow material toughness, contamination, target output and screen—not output size alone.
Yes, when the materials have reasonably similar cutting behavior. Very different streams may need another screen, cutter arrangement or separate machine. Test the hardest normal material before confirming one universal configuration.
Choose a double shaft machine when the main task is rough opening, volume reduction or primary pre-shredding and the next stage can accept coarse, less uniform pieces.
Yes for mixed, abrasive, unusual or high-value projects. Use representative material and record feed size, screen, processed weight, run time, reversals and discharge quality.

Get in touch with our nice team today to get a price estimate for a shredder machine.
Contact Us