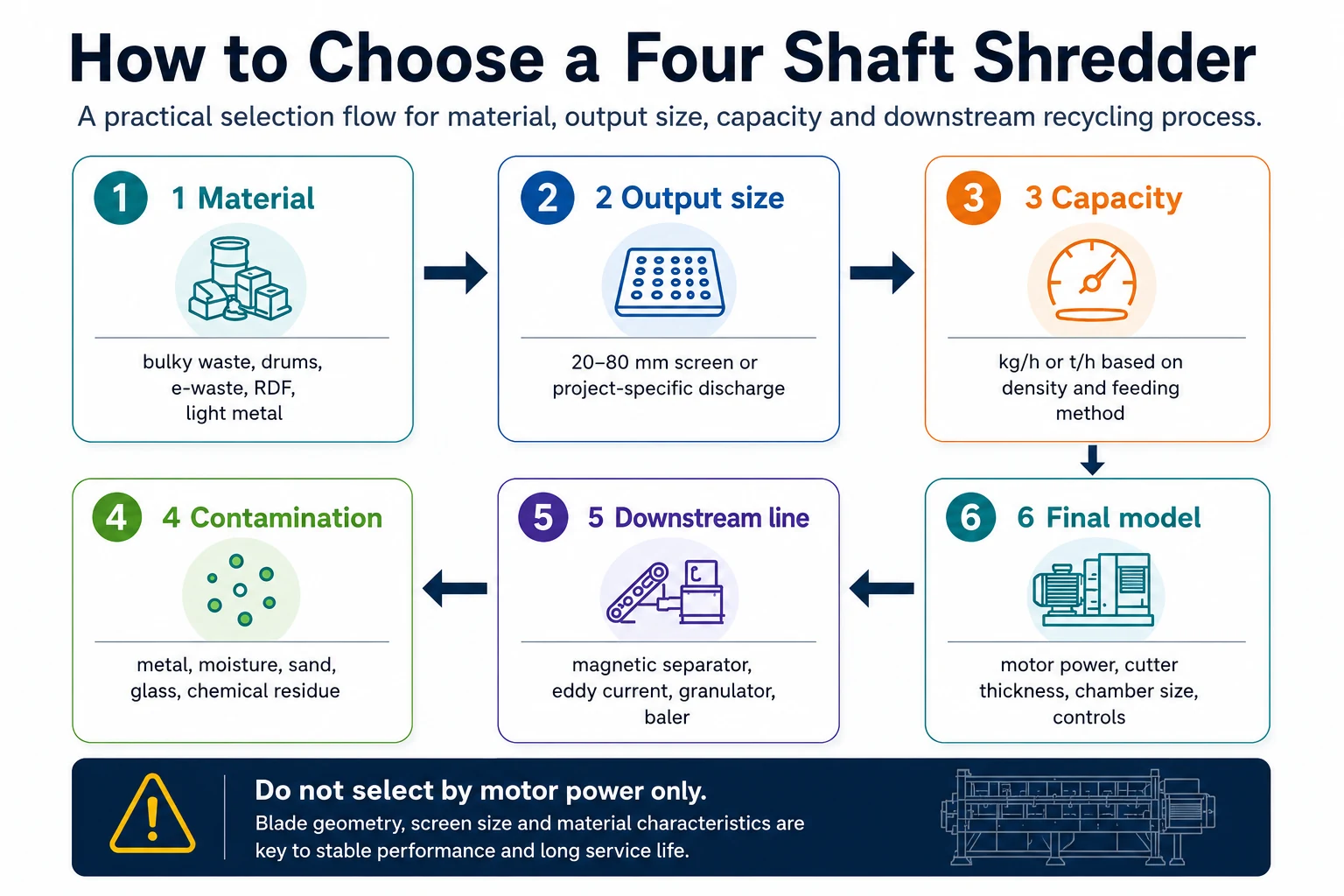
اختر الآلة انطلاقًا من نوع المادة والعملية التالية في التسلسل العكسي. يشرح هذا الدليل كيف تؤثر خصائص التغذية، وحجم المخرجات، والسعة، وتصميم القاطع، وفتحة الغربال، وعزم الدوران، والصيانة، وتصميم خط الإنتاج على التكوين النهائي.

لاختيار الخيار المناسب آلة التقطيع بأربعة أعمدة, ، يجب أولاً تحديد التركيب الفعلي للمادة، وحجم التغذية العادي والأقصى، وحجم المخرجات المطلوب، والسعة في الساعة، والعملية اللاحقة. فهذه التفاصيل هي التي تحدد نوع الحجرة، وسماكة القاطع وشكل الخطاف، وفتحة الغربال، وقوة العمود، وعزم الدوران للمخفض، وطريقة التغذية، ونظام الحماية. لا تختر الآلة بناءً على قوة المحرك وحدها. بالنسبة للمواد المختلطة أو الكاشطة أو التي يصعب التنبؤ بها، عادةً ما يكون إجراء اختبار تمثيلي للمواد أكثر فائدة من مجرد مقارنة الكتيبات.
يبدأ العديد من المشترين من نفس النقطة: فهم يقارنون قوة المحرك بالكيلووات، وعرض الحجرة، ورقم السعة المأخوذ من عرض الأسعار. وهذا أمر مفهوم، لأن هذه الأرقام تتناسب تمامًا مع جدول البيانات. إلا أنها ليست الأرقام التي تحدد عادةً ما إذا كانت الآلة ستعمل بشكل جيد بعد ستة أشهر.
تُعد آلة التقطيع ذات الأربعة أعمدة أداة قيّمة عندما يحتاج المصنع إلى أكثر من مجرد التقطيع الأولي. وتتمثل مهمتها العملية في الاحتفاظ بالمواد ذات الحجم الزائد داخل حجرة التقطيع، وإعادة تقطيعها، ثم إخراجها عبر غربال محدد. وهذا يجعل الآلة مفيدة قبل عمليات الفصل، أو التحبيب، أو الغسل، أو التعبئة في بالات، أو تحضير الوقود. كما يعني ذلك أن كل طلب للحصول على ناتج أصغر يؤثر على زمن البقاء، والحمولة، والتآكل، والإنتاجية الفعلية.
وبالتالي، فإن الاختيار الصحيح ليس “أكبر طراز في حدود الميزانية”، بل هو التكوين القادر على التعامل مع أسوأ حالات التغذية العادية دون إجبار الخط بأكمله على العمل في وضع الطوارئ. وتتبع الأقسام أدناه الترتيب الذي نتبعه عند مراجعة أي استفسار جاد بشأن مشروع ما.
إن وجود أربعة أعمدة لا يعني تلقائيًّا أنها أفضل من اثنين؛ فهي تعالج مشكلة إنتاجية مختلفة. عادةً ما يتم اختيار الآلة ذات المحورين لفتح المواد الضخمة وتقليل حجمها من خلال عملية قطع بسيطة ذات عزم دوران عالٍ. أما الآلة ذات الأربعة محاور فتضيف عمليات قطع متكررة، وفي معظم التصميمات الصناعية، غربالًا لتحديد الحجم. وتدفع تكلفة المحاور الإضافية، والقاطعات، والمحامل، وأجهزة التحكم، ووصول الصيانة لأن عملية التفريغ تتطلب مزيدًا من التحكم.
“لا تُعد عبارة ”النفايات الصناعية المختلطة» معلومة كافية لاختيار الآلة المناسبة. فقد يستخدم مصنع ما هذه العبارة للإشارة إلى البراميل البلاستيكية والكرتون والأغشية البلاستيكية، بينما قد يقصد مصنع آخر بها الكابلات والدعامات الفولاذية والأقمشة والمطاط ورمل الصب. ويبدو كلا الطلبين متطابقين تمامًا إلى أن تتعامل القواطع مع المواد فعليًّا.
اذكر المكونات الرئيسية مع تحديد النسبة المئوية التقريبية كلما أمكن ذلك. اذكر كل مادة يمكن أن تؤثر على أداء القطع: الإدخالات المعدنية، والكابلات، والمنسوجات، والخشب، والمطاط، والزجاج، والبطاريات، والمحركات، والمحامل، أو الكتل الكثيفة. فقد تكون النسبة الصلبة البالغة 5 في المائة أكثر أهمية لتصميم القاطع من النسبة اللينة البالغة 95 في المائة.
يحدد أكبر عنصر حجم الفتحة، وأحيانًا متطلبات المعالجة المسبقة. أما العنصر النموذجي فيحدد سلوك التغذية اليومي. على سبيل المثال، قد تستقبل المنشأة أحيانًا براميل قطرها 1,200 ملم، لكنها تعالج في معظم الأوقات عبوات يتراوح قطرها بين 400 و700 ملم. وقد يؤدي بناء النظام بأكمله بناءً على العنصر الاستثنائي إلى إنشاء غرفة كبيرة ومكلفة دون داعٍ. أما تجاهله فقد يؤدي إلى توقف الإنتاج عند وصول ذلك العنصر.
تملأ المواد ذات الكثافة المنخفضة القادوس بسرعة دون أن تضيف وزنًا يذكر. أما البراميل المجوفة والأكياس المرنة ومواد الوقود البديل (RDF) السائبة، فيمكنها شغل مساحة كبيرة في الحجرة دون أن توفر سوى حمولة متواضعة. وقد تزن قصاصات المعدن المسطحة وزنًا أكبر، لكنها تدخل القواطع بسهولة. ولذلك، يجب ربط السعة بكل من الوزن والحجم.
الماء والزيت والطين والرمل والزجاج والبقايا المعدنية الدقيقة لا تؤثر فقط على مستوى النظافة. بل إنها تؤثر أيضًا على الاحتكاك والتآكل ودرجة الإحكام وانسداد الشبكات وتآكل الحواف. كما قد تتطلب العبوات التي تحتوي على مواد كيميائية أو زيتية تهوية وإزالة البقايا وإجراء مراجعة أمنية منفصلة قبل تقطيعها.
غالبًا ما يكون السؤال الأكثر فائدة في المشروع بأكمله هو: “ماذا سيحدث مباشرةً بعد آلة التقطيع؟” فكل من الفاصل المغناطيسي، وفاصل التيارات الدوامة، وفاصل الهواء، وآلة التحبيب، وخط الغسيل، وآلة التعبئة، تتحمل جميعها أشكالًا مختلفة من المواد المدخلة. وينبغي أن يستند الهدف إلى العملية التالية، وليس إلى تفضيل عام للقطع الأصغر حجمًا.
استفسر من مورد المعدات النهائية عن أكبر قطعة مقبولة، والأشكال التي تسبب مشاكل، ونطاق التغذية المفضل. فالمتطلب الاسمي البالغ 50 مم قد يعني في الواقع “عدم وجود شرائح طويلة تزيد عن 150 مم”، وهو ما يمثل مشكلة تتعلق بهندسة القاطع بقدر ما تتعلق بالمنخل. فقد تقبل آلة التقطيع البلاستيك غير المنتظم الذي يتراوح طوله بين 40 و60 مم، لكنها ترفض صفيحة معدنية مطوية بنفس العرض الاسمي.
تحدد الشبكة مسار التفريغ الأقصى، لكن الشظايا الفعلية لا تزال تعتمد على سماكة القاطع، وهندسة الخطاف، ومرونة المادة، واتجاهها، وكيفية انثناء الشظية عند الفتحة. يمكن أن تمر الأغشية والمنسوجات والألواح الرقيقة بأشكال لا تشبه فتحة الغربال. ولهذا السبب، يجب على المورد أن يصف خصائص الناتج المتوقع، لا أن يعد بجزء بحجم معمل من تيار نفايات مختلط.
فالفتحة الأصغر حجماً تبقي المواد داخل الحجرة لفترة أطول. مما يضطر الأعمدة إلى إعادة تقطيعها بشكل متكرر، فيرتفع متوسط الحمل على المحرك، وتزداد الحرارة والتآكل، وتنخفض السعة عادةً. وفي بعض المشاريع، لا يُحدث الهدف المحدد بـ 30 ملم أي قيمة مضافة، لأن الفاصل التالي يعمل بنفس الكفاءة عند 50 ملم. فالتقليل الإضافي هذا يحوّل ببساطة معدل الإنتاج إلى تكلفة تآكل.
“إن عبارة ”خمس أطنان في الساعة» لا تكتمل دون ذكر نوع المادة وحجم الناتج وظروف التغذية. فالآلة نفسها يمكنها معالجة البراميل البلاستيكية المجوفة بمعدل معين، بينما تعالج مادة RDF الرطبة الغنية بالمنسوجات بمعدل مختلف تمامًا. وينبغي التعامل مع السعة المذكورة في الكتالوج على أنها مرجع مستمد من اختبار معين، وليس كخاصية ثابتة للآلة.
سجل الاحتياج الثابت لكل ساعة، والذروة القصيرة، والإجمالي لكل نوبة عمل. فالخط الذي يستقبل 20 طنًا على مدار ثماني ساعات لا يحتاج دائمًا إلى آلة تمزيق بسعة 2.5 طن في الساعة. فالاستراحات ودورات التحميل وتغييرات المواد وتنظيف الغربال والتوقفات في المراحل اللاحقة تتطلب سعة احتياطية. من ناحية أخرى، فإن الاختيار بناءً على ذروة نادرة فقط قد يؤدي إلى زيادة حجم الخط بأكمله عن الحاجة.
تختلف ساعتان من العمل على دفعات عن نوبتين من التشغيل المستمر. فالعمل المستمر يولي اهتمامًا أكبر لمعامل الخدمة للمخفض، ودرجة حرارة المحامل، والتشحيم، وإمكانية الوصول إلى الغربال، وقطع الغيار للقاطع، والصيانة المخططة. وقد تحتاج الآلة إلى هامش عزم دوران أكبر حتى عندما يبدو متوسط الحمولة معتدلاً.
يحدد سجل الاختبار المفيد تركيبة المواد المُغذية، والحجم الأولي، وفتحة الغربال، ومدة الاختبار، والوزن الصافي المعالج، وطريقة التغذية، وعدد مرات عكس الحمل الزائد. ويمكن أن يُظهر عرض توضيحي قصير باستخدام قطع نظيفة ومختارة يدويًّا قدرة القطع، لكنه لا يحدد معدل إنتاج يمكن الاعتماد عليه.
غالبًا ما يُنظر إلى عرض الحجرة على أنه رقم يحدد حجم النموذج. لكن في الواقع، يجب أن يتناسب مع أكبر عنصر عادي، ومعدات التغذية، والطريقة التي تستقر بها المواد في القادوس.
تقلل الحجرة الواسعة من الحاجة إلى القطع المسبق للمواد الكبيرة، لكنها تزيد في الوقت نفسه من متطلبات الهيكل والعمود ونظام الدفع. يجب أن تتناسب الفتحة مع ناقل التغذية أو الجرافة حتى تنتشر المواد عبر منطقة العمل بدلاً من أن تتراكم بشكل متكرر على جانب واحد. أما المواد الطويلة والمرنة، فيجب أن تتفاعل بشكل كافٍ مع القواطع لمنعها من الاستلقاء عبر الفتحة.
تحدد زاوية جدار القادوس وشكل فتحته ما إذا كانت القطع المجوفة ستتحرك داخل الأعمدة أم ستتشكل فوقها كجسر. وقد تدور البراميل البلاستيكية. وقد تمتد المراتب وحزم المنسوجات عبر الفتحة. ويمكن للصفائح الرقيقة أن تتراص وتنزلق كحزمة واحدة. ولا يكفي وجود قادوس طويل وحده لحل هذه المشكلات؛ بل إنه في بعض الأحيان يجعل من الصعب ملاحظتها.
يُعد الدافع الهيدروليكي أو جهاز الضغط أو نظام التغذية المتحكم فيه مفيدًا عندما تطفو المواد الخفيفة أو ترتد أو تفشل في الانخراط. ولا ينبغي استخدامه لإجبار الأجسام الصلبة غير المناسبة على الدخول إلى الحجرة. والغرض من ذلك هو تحقيق التلامس والقياس المستقرين، وليس تحويل آلة خفيفة إلى آلة ثقيلة.
تحدد أدوات القطع كيفية إمساك المادة، ومكان انكسارها، والشكل الذي تخرج به من الحجرة، ومدى تكرار الحاجة إلى الصيانة. وتعد أسماء مواد الشفرات مفيدة، لكنها لا تحل محل مناقشة الصلابة، والمتانة، والمعالجة الحرارية، واستراتيجية الإصلاح.
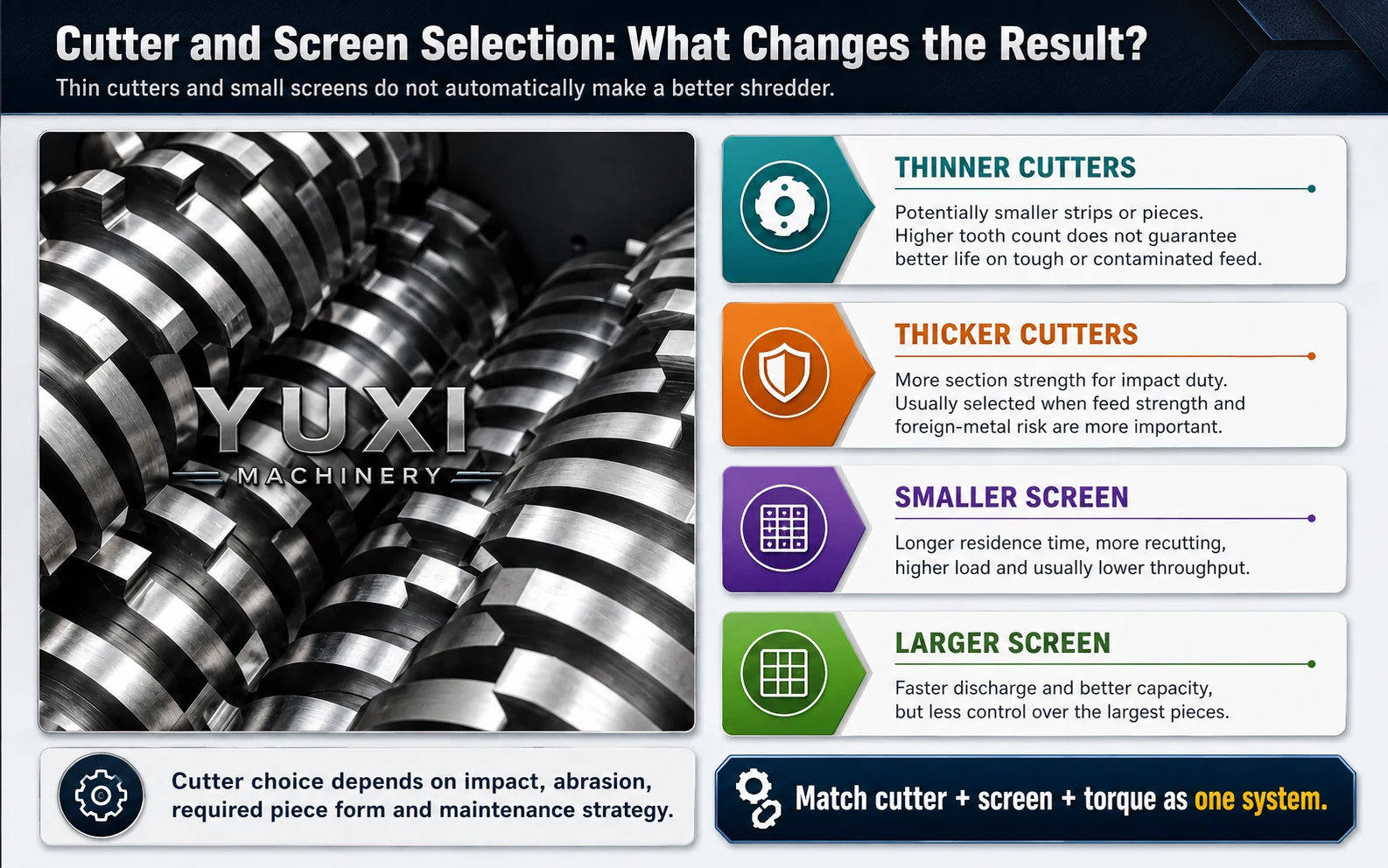
يمكن للقواطع الرقيقة إنتاج شرائح أضيق أو قطع أولية أصغر حجمًا، لكنها تتمتع بقوة مقطعية أقل. أما القواطع السميكة فتتحمل الصدمات بشكل أفضل، وغالبًا ما تُفضل في معالجة المعادن الخفيفة والنفايات الملوثة والمواد الواردة ذات الحجم الأكبر. ولا تزال الشبكة هي التي تتحكم في معدل التفريغ النهائي، لذا فإن اختيار القواطع الرقيقة لمجرد السعي وراء إنتاجية منخفضة قد يكون طريقة مختصرة مكلفة.
يتميز الخطاف العميق والعدواني بقدرته على الإمساك الجيد بالمواد المجوفة أو الزلقة، لكنه قد يتحمل عضة أكبر ويؤدي إلى ارتفاع ذروات الحمل. وزيادة عدد الأسنان تزيد من تواتر التلامس، لكنها قد تقلل من قوة كل سن. أما المواد المرنة فتحتاج إلى شكل هندسي يقطع بدلاً من الالتفاف. أما الأغلفة الهشة فتحتاج إلى اختراق كافٍ دون صدمات مفرطة.
تكتسب مقاومة التآكل أهمية عندما يحتوي التيار على رمل أو زجاج أو شوائب معدنية. أما الصلابة فتكتسب أهمية عندما تتسبب المعادن الخفية أو المحامل أو الأجزاء الكثيفة في حدوث صدمات. فالحافة شديدة الصلابة ذات الصلابة المنخفضة قد تتشقق؛ في حين أن الحافة شديدة الصلابة ولكن لينة قد تتآكل بسرعة. ويعتمد التوازن الصحيح على ما يدخل الغرفة يوميًا، وليس على اسم السبيكة الأكثر إثارة للإعجاب في الكتيب.
تأكد من دور الأعمدة العلوية والسفلية، وقطر العمود، ومادة تصنيع العمود، والمعالجة الحرارية، وواجهة التوصيل بين القاطع والعمود، وتصميم الفاصل. واسأل أيضًا عن كيفية عزل المحامل والموانع من الغرفة. ولا يكون الترتيب المكون من أربعة أعمدة مفيدًا إلا عندما تتفاعل الأعمدة الأربعة جميعها بطريقة يمكن التنبؤ بها؛ فالأعمدة الإضافية لا تعوض عن ضعف الدعم أو سوء المحاذاة.
تُعد قوة المحرك أحد عوامل الإدخال. ويعتمد أداء القطع على الطريقة التي تصل بها تلك القوة إلى الأعمدة. فقد تختلف سرعات الأعمدة ونسب التخفيض وهوامش عزم الدوران والاستجابة للصدمات بين آلتَي تقطيع تتمتعان بنفس القدرة المركبة بالكيلووات.
يعتمد التقطيع بسرعة منخفضة على عزم الدوران. يقوم جهاز تخفيض السرعة بتحويل سرعة المحرك إلى عزم دوران قابل للاستخدام على العمود، لكن النتيجة النهائية تعتمد أيضًا على قطر القاطع وعدد الأعمدة التي يتم تحميلها في الوقت نفسه. اطلب معرفة عزم الدوران المقنن، وعزم الدوران الأقصى المسموح به، ومعامل الخدمة، بدلاً من الاكتفاء بمقارنة لوحات المحرك فقط.
تنتج النفايات المختلطة أحمالًا غير منتظمة. ويجب أن يتحمل المخفض والوصلات والأعمدة الارتفاعات المفاجئة القصيرة في الحمل دون أن يؤدي كل جسم صلب إلى إيقاف طارئ. ويمكن أن توفر المحركات المستقلة مزيدًا من التحكم في عكس اتجاه دوران العمود وتقاسم الحمل؛ في حين أن الترتيبات المدمجة قد تكون أبسط. ولا يُعتبر أي منهما أفضل بشكل عام. والنقطة المهمة هي ما إذا كان منطق التحكم يتوافق مع التصميم الميكانيكي.
تعد المراقبة المستمرة والرجوع التلقائي من الإجراءات الوقائية المهمة. فهي تعمل على إزالة الانسدادات المؤقتة وتقلل من الحاجة إلى التدخل اليدوي. إلا أنها لا تجعل القاطع غير المناسب قادرًا على معالجة الفولاذ السميك، كما أنها لا تحل مشكلة الإفراط المزمن في التغذية. وعادةً ما يعني الرجوع المتكرر أثناء الاختبار أن المادة أو معدل التغذية أو الإعدادات تحتاج إلى مراجعة أخرى.
الشاشة هي أحد مكونات عملية الإنتاج، وليست مجرد ملحق ثانوي. فهي تتحكم في المواد التي يُسمح بمرورها، وتتعرض للتآكل المستمر، وتحدد مدى سهولة تمكن المشغلين من التغلب على أي انسداد.
تحقق من شكل الفتحة، وسماكة الصفيحة، والهيكل الداعم، ومواد مقاومة التآكل، والمسار الخالي من العوائق أسفل القواطع. تختلف استجابة الفتحات الدائرية والمربعة والشقوق باختلاف شكل القطع، سواء كانت رقائق أو شرائح أو قطع ليفية. يجب أن تكون الشبكة قوية بما يكفي لمقاومة الصدمات، ولكن في الوقت نفسه يسهل الوصول إليها لاستبدالها دون الحاجة إلى تفكيك نصف الماكينة.
قد تؤدي الملصقات الرطبة والأغشية والمنسوجات إلى حجب أجزاء من الشاشة. يجب أن يتيح التصميم إمكانية الفحص والتنظيف بأمان. قد يقلل الفتح الهيدروليكي من الجهد البشري المطلوب في الآلات الكبيرة، لكن الأقفال الميكانيكية والعزل الآمن لا يزالان ضروريين أثناء الصيانة.
يجب أن يتحمل الناقل الحجم الفعلي للمواد الخارجة من الغربال، بما في ذلك الزيادات المفاجئة في الكمية التي تحدث بعد مرور المواد المعاد تدويرها نهائيًّا. ويجب أن يتناسب عرض الحزام وارتفاع الجدران الجانبية وسرعته مع الكثافة الظاهرية. كما يجب ترك مساحة كافية لتركيب مغناطيس أو جهاز كشف المعادن أو لإجراء الفحص اليدوي عندما تتطلب العملية ذلك.
من الطبيعي وجود أجسام غريبة في محطات إعادة التدوير الفعلية. والسؤال هنا ليس ما إذا كان التلوث موجودًا أم لا، بل ما هو نوعه، وما مدى تكرار حدوثه، وماذا يفعل المشغلون عند ظهوره.
يجب مناقشة الأمور المتعلقة بالأعمدة الصلبة، والأدوات، والمحامل، والأحجار، والزجاج، ومكونات المحركات، واسطوانات الغاز المضغوط، والبطاريات قبل تقديم عرض الأسعار. فبعضها يتطلب فرزًا مسبقًا، وبعضها يتطلب آلة مختلفة، وبعضها يتطلب خطة كاملة لمكافحة الحرائق والغبار.
ينبغي مراجعة إجراءات حماية الآلات والوصول الآمن في إطار عملية الشراء، وليس بعد التركيب. المبادئ العامة الواردة في متطلبات إدارة السلامة والصحة المهنية (OSHA) المتعلقة بحماية الآلات تُعد مرجعًا مفيدًا لحماية المشغلين من نقاط التشغيل والأجزاء الدوارة والمخاطر الأخرى المرتبطة بالآلة. ولا تزال القواعد المحلية السارية في موقع التركيب سارية المفعول.
تتطلب النفايات الإلكترونية التي تحتوي على بطاريات، والبراميل الملوثة بالزيت، و«الوقود البديل المستخرج من النفايات» (RDF) المغبر إجراء تقييم منفصل للمخاطر. ولا ينبغي أن تفترض عروض أسعار آلات التقطيع ضمناً أن المواد المُقدَّمة فارغة وخاملة وغير قابلة للاشتعال. وبالنسبة لمشاريع الإلكترونيات، يجب أن يتوافق الفرز المسبق والتعامل المسؤول مع هذه المواد مع المتطلبات المحلية المعمول بها؛ و إرشادات وكالة حماية البيئة الأمريكية (EPA) بشأن إعادة تدوير الأجهزة الإلكترونية يقدم نظرة عامة مفيدة حول المعالجة المسؤولة في مراحل ما بعد الإنتاج.
يُرى سعر الشراء مرة واحدة فقط. أما صيانتها فتُلاحظ كل أسبوع. فقد تصبح آلة التقطيع الأقل تكلفة مكلفة في نهاية المطاف، عندما يتطلب تغيير شفرة واحدة تالفة إزالة مجموعة العمود بالكامل دون توفر مساحة كافية للرافعة.
اسأل عما إذا كانت القواطع قابلة للاستبدال بشكل فردي، وعما إذا كان من الممكن إصلاح الخطافات البالية، وكيفية ضبط توقيت المجموعة، وما هي الأدوات المطلوبة. تأكد من التقديرات المتعلقة باحتياجات العمالة والرفع اللازمة لإجراء صيانة عادية للقواطع. اطلب الحصول على رسم تفصيلي وقائمة قطع الغيار الموصى بها قبل شحن الآلة.
يتم فحص الغربال بوتيرة أكبر مما يتوقعه العديد من المشترين. ويحتاج المشغلون إلى طريقة آمنة لإزالة المواد العالقة، والتحقق من وجود أي تشوهات، واستبدال الأجزاء. وينبغي تقييم أنظمة فتح الحجرة في ضوء المساحة الفعلية للتركيب، وليس فقط من خلال مقطع فيديو تم تصويره في مصنع نظيف.
يُعد حماية المحامل الخارجية من الأوساخ أسهل، لكن ترتيب مانع التسرب حول كل عمود أمر بالغ الأهمية. اسأل عن كيفية التحكم في تسرب السوائل والغبار وانتقال الأسلاك. ويُعد نظام التشحيم المركزي مفيدًا في خطوط الإنتاج التي تعمل بنظام الورديات المتعددة، شريطة أن تكون نقاط التشحيم وفتراته موثقة بوضوح.
قد تتضمن الحزمة العملية لبدء التشغيل أدوات القطع الشائعة، والفواصل، والموانع التسرب، والمحامل، وأجزاء الشبكات، وأجهزة الاستشعار، ومثبتات التثبيت الأساسية. وينبغي أن تعكس الحزمة المحددة مهلة الشحن وقدرة المصنع على تحمل فترات التوقف عن العمل. وتتوفر مزيد من التفاصيل حول عوامل الميزانية وتكاليف التشغيل في دليل أسعار آلة التقطيع ذات الأربعة أعمدة.
قد تكون آلة التقطيع ذات الأربعة أعمدة صحيحة من الناحية الميكانيكية، ومع ذلك يكون أداؤها ضعيفًا إذا تم استخدامها في خط إنتاج غير مناسب. لذا، يجب تحديد أبعاد عمليات التغذية والتفريغ والفصل والتحكم باعتبارها عملية واحدة متكاملة.
تتميز الناقلات السلسلية بقدرتها على التعامل بشكل جيد مع المواد ذات التأثير العالي والضخمة الحجم. أما الناقلات الحزامية فتوفر تحكمًا دقيقًا في كمية المواد الأخف وزنًا. وتوفر الرافعات ذات الملاقط واللوادر مرونة كبيرة، لكنها قد تنقل كميات كبيرة ومفاجئة. ويجب أن يمنع نظام التغذية المشغلين من استخدام القادوس كمستودع تخزين.
تأكد من مخرج آلة التقطيع مع مورد الفاصل المغناطيسي، أو الفاصل بالتيار الدوامي، أو الغسالة الدوارة، أو الفاصل الهوائي، أو آلة التحبيب، أو خط الغسيل، أو آلة التعبئة. لكل مرحلة نمط تحميل مفضل. في نظام كامل نظام تقطيع وإعادة تدوير النفايات المعدنية, ، فقد تتمثل مهمة آلة التقطيع في فتح المواد وتقسيمها حسب الحجم بدلاً من إنتاج الجزء النهائي القابل للتسويق.
يجب الاتفاق على تسلسل التشغيل والإيقاف، وإشارات امتلاء الصندوق، والاستجابة للأعطال في المراحل اللاحقة، وعملية الاستعادة اليدوية. يجب أن تبطئ آلة التقطيع أو تتوقف قبل أن يملأ ناقل التفريغ المسدود الحجرة من الأسفل. ويضمن نظام الترابط الجيد عدم تحول المشاكل البسيطة إلى ساعات من التنظيف.
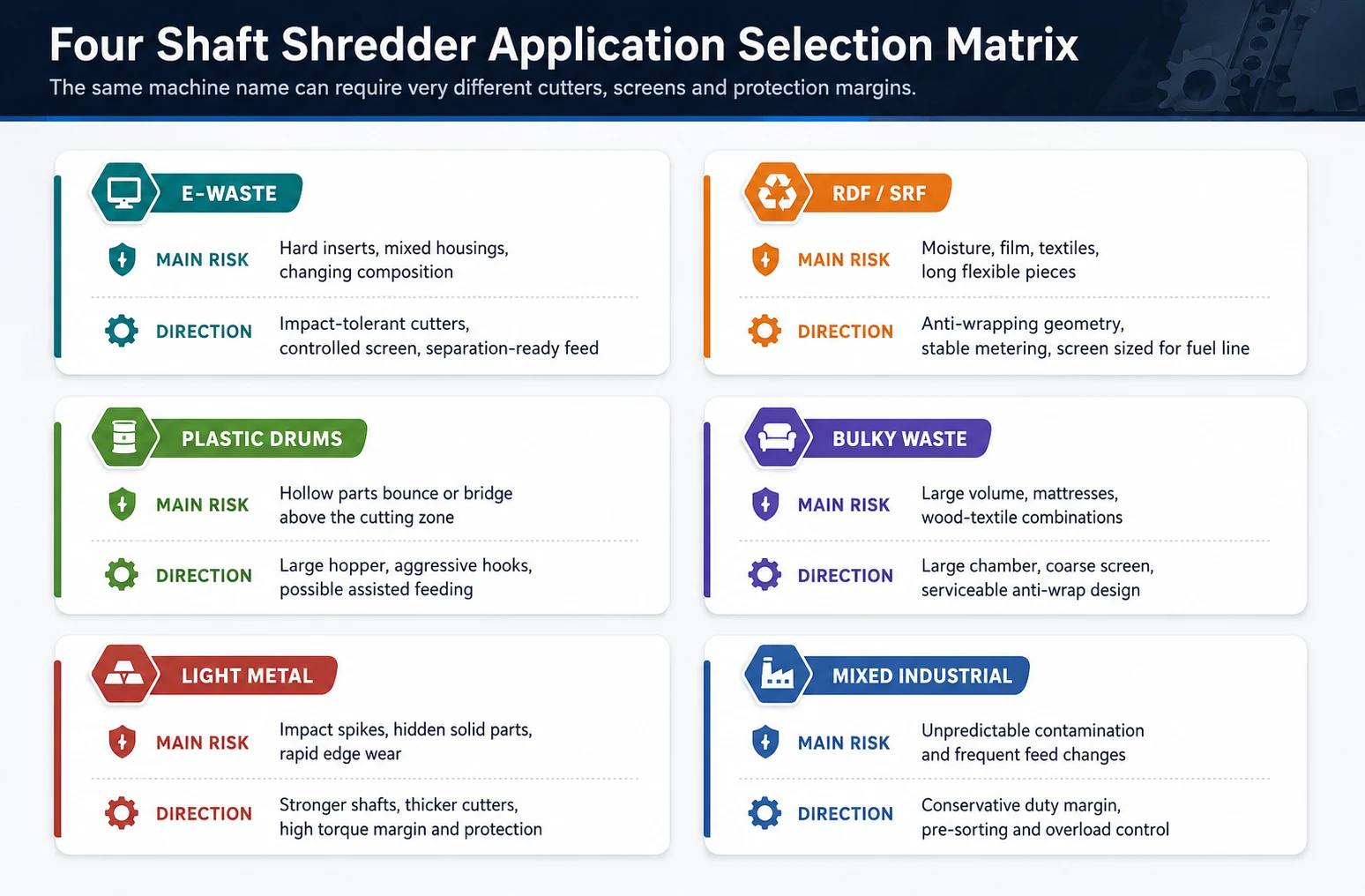
تُعد أسماء المواد مجرد نقطة انطلاق. توضح الإرشادات التالية القضايا التي عادةً ما تكون هي الأهم في كل تطبيق. وهي ليست مواصفات ثابتة؛ فاختيار القاطع والشاشة وعزم الدوران الفعلي لا يزال يتطلب بيانات المشروع.
| التطبيق | الشاغل الرئيسي المتعلق بالاختيار | إرشادات التكوين النموذجية |
|---|---|---|
| النفايات الإلكترونية | القطع الصلبة، العلب المختلطة، البطاريات، الفصل بين المعادن والبلاستيك | قواطع مقاومة للصدمات، غربال متحكم فيه، فرز مسبق، وتفريغ جاهز للفصل |
| RDF/SRF | الرطوبة، والأغشية، والمنسوجات، والقطع الطويلة المرنة، والكثافة الظاهرية غير المستقرة | تصميم هندسي يمنع الالتفاف، ونظام قياس محكوم، وشبكة مختارة لخط الوقود |
| براميل بلاستيكية | ترتد العناصر المجوفة أو تدور أو تشكل جسراً فوق الأعمدة | فتحة قادوس واسعة، وخطافات قوية، ونظام تغذية مدعوم عند الضرورة |
| النفايات الضخمة | الأحجام الكبيرة، والمراتب، والمزج بين الخشب والنسيج، والأشكال غير المنتظمة | حجرة كبيرة، وتصميم مقاوم للالتفاف عملي، وشبكة تصفية خشنة نسبيًا |
| خردة المعادن الخفيفة | الارتفاعات المفاجئة في التأثير، والقطع الصلبة المخفية، والتآكل السريع لحواف القاطع | أعمدة أقوى، وقواطع أكثر سمكًا، وهامش عزم دوران مرتفع، وإعدادات حماية متحفظة |
| نفايات صناعية مختلطة | التغييرات المتكررة في الأعلاف والتلوث غير المتوقع | الفرز المسبق، هامش أداء أوسع، شاشة سهلة الاستخدام، ونظام قوي للتحكم في الحمل الزائد |
| حاجة المشروع | أول آلة تُخضع للتقييم | السبب |
|---|---|---|
| الفتحة الأولية وتقليل الحجم | آلة التقطيع ذات العمود المزدوج | عملية تمهيدية بسيطة للتقطيع ذات عزم دوران عالٍ مع عدد أقل من أجزاء القطع |
| التفريغ المتحكم فيه بواسطة الشاشة من مادة التغذية المختلطة الضخمة الحجم | آلة التقطيع بأربعة أعمدة | القطع وإعادة التدوير المتكرران قبل التصريف |
| مادة بلاستيكية أو خشبية نظيفة ومتجانسة نسبيًا مع إنتاج محكوم | آلة التقطيع أحادية العمود | يمكن أن يكون نظام الدوار والغربال فعالاً في التعامل مع التدفقات المتسقة |
| إطارات كاملة بكميات صناعية | نظام مخصص لتمزيق الإطارات | تختلف عمليات القطع، والنقل، والفصل في المراحل اللاحقة باختلاف نوع الإطار |
| الفولاذ الثقيل أو الخردة الكثيفة | نظام تقطيع المعادن للخدمة الشاقة | يعتمد الاختيار على سماكة العلف وكثافته وحجم الحمل الصدمي، وليس على عدد الأعمدة |
المحرك الكبير لا يعوض عن ضعف الأعمدة، أو المخفض الخفيف، أو القواطع غير المناسبة، أو الشبكة غير المناسبة. قارن مسار عزم الدوران الكامل وحمل التشغيل.
لا يمكن تقدير عدد الأطنان في الساعة إلا بعد أن يعرف المورد الحجم الذي يجب أن تصل إليه المادة ومدة إعادة تدويرها.
قد لا يكون التصميم المُحسَّن لاستخدام RDF المرن هو الخيار الأمثل للنفايات الإلكترونية التي تحتوي على إدخالات معدنية. وينبغي أن تُدرج التغييرات المتكررة في المواد ضمن مناقشات التصميم.
قد يبدو الإنتاج الأكثر دقة جذابًا في عرض الأسعار. لكن في الواقع، قد يؤدي ذلك إلى انخفاض السعة وزيادة حالات التراجع، دون أن يعود بأي فائدة على المرحلة التالية.
غالبًا ما تحدد الكميات الصغيرة من الرمل أو الزجاج أو المعدن الصلب عمر القاطع ومتطلبات الحماية. وإخفاء هذه العوامل أثناء عملية الاختيار لا يؤدي إلا إلى تحويل التكلفة إلى تكاليف الصيانة.
تُثبت التجربة أن الآلة قادرة على قطع عينة ما. لكنها لا تثبت استقرار الإنتاج عند استخدام المواد الخام العادية للمشتري وطريقة التحميل الخاصة به والشاشة المستهدفة.
اترك مساحة كافية لفتح الحجرة، وسحب الأعمدة، ورفع المخفض، وإزالة الشبكة. فقد يتسع الباب لمرور الآلة، ومع ذلك يتعذر صيانتها.
استفسر عن مواد الاختبار، وحجم المخرجات، والمدة، وطريقة التغذية، والاتجاه الحالي، وطريقة الوزن. فالقدرة المستقرة أكثر قيمة من الذروة المؤقتة.
انسخ القائمة أدناه في استفسارك. فالمعلومات الواضحة تُسرّع عملية الاختيار وتسهّل مقارنة عروض الأسعار.
اختر الآلة بدءًا من المرحلة النهائية في العملية وصولاً إلى المراحل السابقة. تأكد أولاً من حجم القطعة وشكلها اللذين يمكن أن تستوعبهما المرحلة التالية. ثم حدد الشاشة، وتصميم القاطع، وهامش عزم الدوران، والحجرة، ونظام التغذية اللازمة لتحقيق تلك الشروط باستخدام المواد الخام الفعلية.
تُعد آلة التقطيع ذات الأربعة أعمدة خيارًا قويًّا عندما يزيل التفريغ المُتحكم فيه بواسطة الغربال مشكلة إنتاجية حقيقية، مثل: انسداد الناقلات، أو التوزيع غير المتساوي للحمولة على الفاصل، أو انحشار آلة التقطيع، أو سوء تغذية الوقود البديل المُنتج من النفايات (RDF)، أو وجود عدد كبير جدًّا من القطع ذات الحجم الزائد. ولا تكون هناك حاجة إليها عندما لا تحتاج المحطة سوى إلى عملية التقطيع الأولي، وتحتوي بالفعل على مرحلة أخرى لتصنيف الأحجام.
قبل توقيع العقد، قم بمراجعة ورقة تكوين كاملة تربط بين المواد، وحجم المواد الواردة، والهدف الإنتاجي، والسعة، والقاطع، والغربال، والمخفض، وأجهزة التحكم، وإمكانية الوصول لأغراض الصيانة. يجب أن تشكل هذه العناصر معًا صورة هندسية متسقة. وإذا لم يكن الأمر كذلك، فإن إجراء مقارنة بين نماذج أخرى لن يحل المشكلة.
يرجى إرسال صور أو مقاطع فيديو للمواد، وحجم التغذية العادي والأقصى، والإنتاج المستهدف، والسعة في الساعة، والمرحلة التالية في خط الإنتاج الخاص بكم. يمكن لشركة YUXI مراجعة متطلبات الحجرة، والقاطع، والغربال، ووحدة التشغيل، والناقل قبل تقديم عرض الأسعار.
اتصل بفريق YUXI الهندسيابدأ بأبعاد التغذية القصوى والعادية، ثم تحقق من طريقة التغذية وفتحة الحجرة المطلوبة. بعد ذلك، حدد حجم المحرك والغربال وفقًا للإنتاج المستهدف وسعة التشغيل الساعية المستقرة. فالحجرة الأوسع ليست دائمًا الخيار الأفضل إذا كانت المواد المُغذية صغيرة الحجم وكثيفة.
يرجى تقديم صور أو مقاطع فيديو للمواد، وتركيبتها، ونطاق أحجامها، وكثافتها الظاهرية، ونسبة الرطوبة فيها، ومستوى التلوث، والإنتاج المستهدف، والسعة، وساعات العمل، وطريقة التغذية، ومصدر الطاقة المحلي، والمعدات التابعة.
ليس ذلك وحده. فالقدرة تعتمد أيضًا على نسبة المخفض، وعزم دوران العمود، وهندسة القاطع، وفتحة الغربال، وكثافة التغذية، ومدى تكرار عكس اتجاه دوران الآلة. قارن بين نظام الدفع ونظام القطع بالكامل.
تساعد الشاشة الأصغر حجمًا على الاحتفاظ بالمواد داخلها لعدد أكبر من دورات القطع. ويؤدي ذلك عادةً إلى تحسين التحكم في الحجم، لكنه يقلل من معدل الإنتاج ويزيد من الحمل والتآكل. استخدم أكبر فتحة ممكنة مع ضمان حماية العملية التالية.
قد تنتج القواطع الأرق قطعًا أضيق، في حين توفر القواطع الأكثر سمكًا مزيدًا من المتانة عند الاستخدام في المهام التي تتطلب مقاومة الصدمات. وينبغي أن يستند القرار إلى صلابة المادة، ومستوى التلوث، والإنتاج المستهدف، وشاشة الفرز — وليس إلى حجم المخرجات وحده.
نعم، عندما تكون خصائص قطع المواد متشابهة إلى حد معقول. أما في حالة وجود مواد مختلفة جدًّا، فقد يتطلب الأمر استخدام غربال آخر، أو ترتيبًا مختلفًا للقاطع، أو آلة منفصلة. قم باختبار المادة العادية الأكثر صلابة قبل تأكيد التكوين الموحد.
اختر آلة ذات عمودين عندما تكون المهمة الرئيسية هي فتح الفتحة الأولية، أو تقليل الحجم، أو التقطيع الأولي، وتكون المرحلة التالية قادرة على استيعاب قطع خشنة وأقل اتساقًا.
نعم، في حالة المشاريع المختلطة أو التي تتضمن مواد كاشطة أو غير عادية أو ذات قيمة عالية. استخدم مادة تمثيلية وسجل حجم المواد الواردة، والمنخل، والوزن المعالج، ومدة التشغيل، وعمليات العكس، وجودة التفريغ.

تواصل مع فريقنا الرائع اليوم للحصول على تقدير سعر لآلة التقطيع.
اتصل بنا


