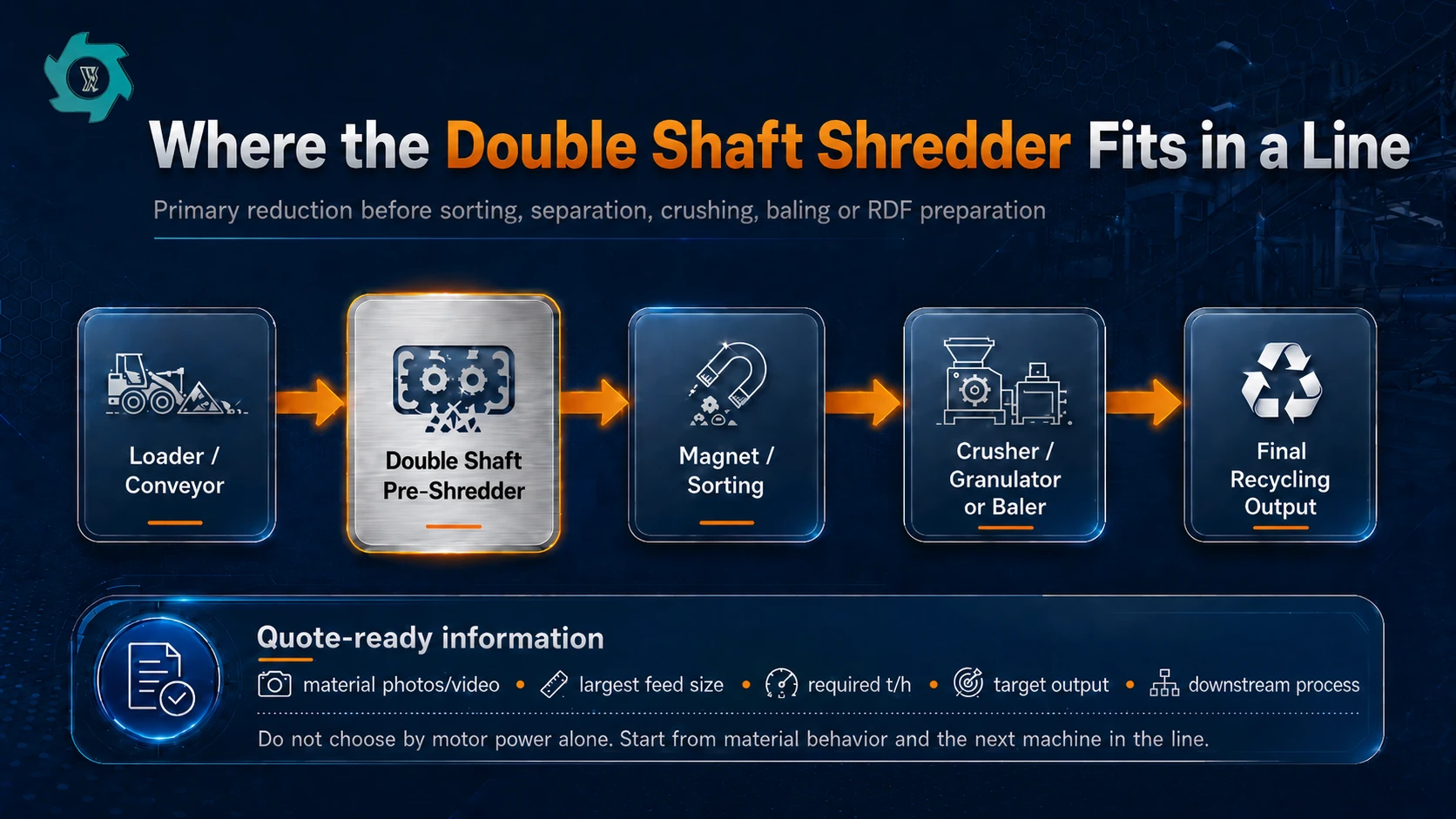
شرح من جانب المصنع موجه للمشترين الذين يحتاجون إلى التقطيع المسبق للنفايات الضخمة أو المتسخة أو المختلطة قبل عمليات الفرز أو التكسير أو التحبيب أو التعبئة في بالات أو تحضير الوقود البديل (RDF).
عندما يسأل أحد المشترين عن كيفية عمل آلة التقطيع ذات المحورين، فإن السؤال الحقيقي عادةً ما يتجاوز الجانب الميكانيكي. فقد يكونون يخططون لإنشاء خط لإعادة تدوير الإطارات، أو نظام لتجهيز الخردة المعدنية، أو مشروع لتفتيت البراميل البلاستيكية، أو محطة لمعالجة النفايات الضخمة، أو خط معالجة أولي للنفايات الصلبة البلدية (MSW) أو الوقود البديل المستخرج من النفايات (RDF). في هذه الحالات، يُتوقع من الآلة أن تقوم بمهمة أولية شاقة: التقاط المواد ذات الحجم الكبير، وتمزيقها، وتقليل حجمها، وجعل عمل الآلة التالية أكثر استقرارًا.
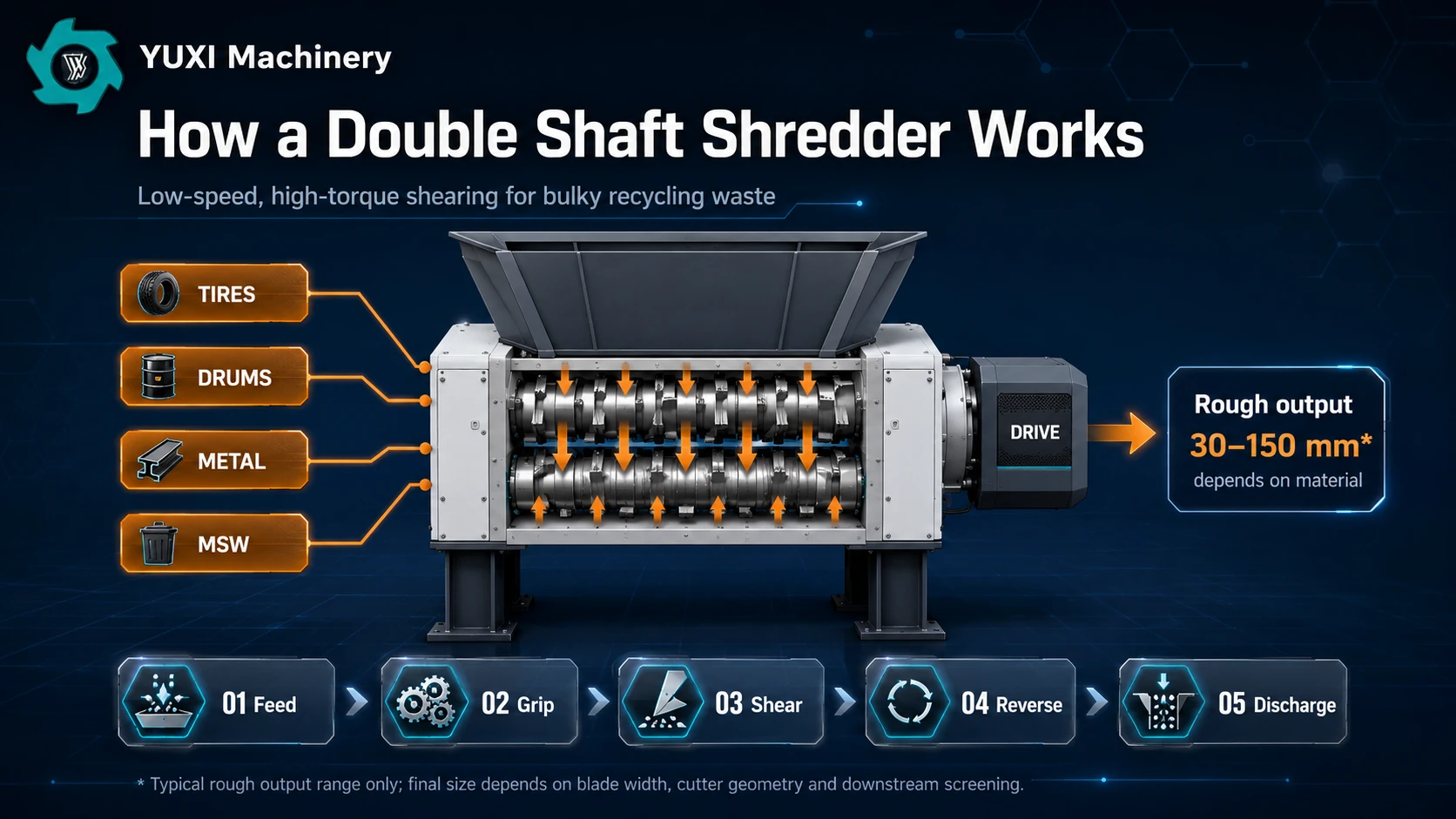
آلة التقطيع ذات المحورين لا تُصمم مثل آلة التحبيب الدقيقة. فهي تعمل عادةً بسرعة منخفضة وعزم دوران عالٍ. ويدور محورا القطع في اتجاه بعضهما البعض. تخترق خطافات القطع المادة، وتسحبها إلى داخل الحجرة، ثم تقوم بتمزيقها وقصها وضغطها بين أقراص القطع المتشابكة. ولهذا السبب غالبًا ما تُستخدم كآلة تمزيق أولية، أو آلة تمزيق تمهيدية، أو آلة تمزيق للمرحلة الأولى قبل الكسارة، أو الفاصل، أو آلة التعبئة، أو آلة التحبيب، أو نظام تحضير الوقود.
تُبرز صفحة منتج آلة التقطيع ذات المحورين من شركة YUXI أن هذه الآلة مصممة لتقليل حجم النفايات الضخمة وإعادة تدوير المواد المختلطة، بما في ذلك الخردة المعدنية، والبراميل البلاستيكية، والإطارات، والنفايات الإلكترونية، والمنصات الخشبية، والنفايات الصلبة البلدية. تتراوح مجموعة الطرازات من الوحدات الأصغر حجمًا من طراز YXS-600 إلى الآلات شديدة التحمل من طراز YXS-2600، ويعتمد اختيار الطراز على نوع المادة وحجم التغذية ومعدل التفريغ المستهدف والسعة وساعات العمل والمعدات التالية في خط الإنتاج.
تعمل آلة التقطيع ذات المحورين من خلال استخدام محورين متوازيين يدوران في اتجاهين متعاكسين ومزودين بأقراص قطع. تدخل المواد إلى القادوس، حيث تلتقطها أسنان القاطع، وتُسحب إلى حجرة القطع، ثم تُفرم عن طريق القص والتمزيق بسرعة منخفضة. وعادةً ما يكون حجم الناتج أقل دقة من ذلك الناتج عن آلة التقطيع أحادية المحور التي يتم التحكم فيها بواسطة غربال، لكن هذه الآلة أكثر قوة في التعامل مع النفايات الضخمة وغير المنتظمة والمختلطة. وفي مشاريع إعادة التدوير، تُستخدم عادةً قبل عمليات الفصل المغناطيسي، أو الفصل بالتيار الدوامي، أو آلة تقطيع الإطارات، أو آلة التحبيب، أو آلة التعبئة، أو الكسارة، أو عملية تحضير الوقود البديل من النفايات (RDF).
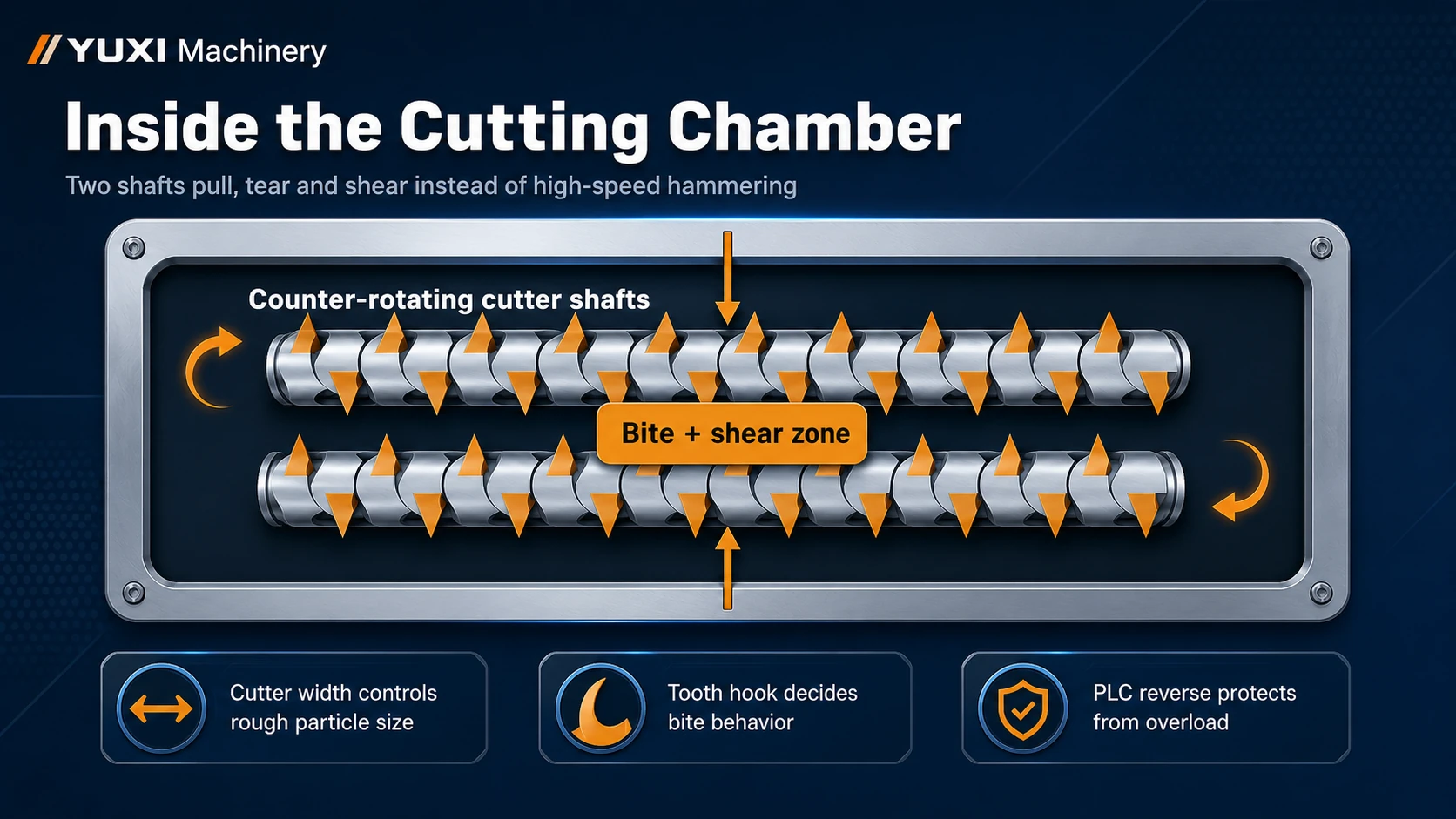
داخل حجرة القطع، تقوم الآلة بثلاثة أمور في آن واحد: تسحب المادة إلى الأسفل، وتمزقها، وتدفعها عبر منطقة قطع ضيقة بين أقراص القطع. تبدو هذه الحركة بسيطة من الخارج، لكن النتيجة تعتمد بشكل كبير على الشكل الهندسي لأقراص القطع.
يحمل كل عمود سلسلة من أقراص القطع والفواصل. ويتم ترتيب العمودين جنبًا إلى جنب، ويدوران باتجاه الداخل. وعندما تلامس الإطارات أو البراميل البلاستيكية أو ألواح المنصات أو الدلاء المعدنية أسنان القاطع، تلتقط الخطافات الحافة وتسحبها إلى داخل الحجرة. ومع تداخل أقراص القطع، يتم ضغط المادة وقصها. ويمكن إعادة الإمساك بالقطع الأكبر حجمًا حتى تصبح صغيرة بما يكفي لتسقط عبر الفتحة السفلية أو تنتقل إلى ناقل التفريغ.
وهذا يختلف عن التكسير عالي السرعة. تعتمد الكسارة المطرقية على الصدم والسرعة والضرب المتكرر. أما آلة التقطيع ثنائية المحور فتعتمد بشكل أكبر على عزم الدوران وقوة الضغط. وبالنسبة للنفايات المتسخة أو المختلطة، قد يكون هذا الأداء ذو السرعة المنخفضة مفيدًا؛ لأن الآلة تكون أقل عرضة لإلقاء المواد بعنف، كما أنها تتحمل الأشكال غير المنتظمة بشكل أفضل.
عادةً ما تركز الأوصاف الصناعية لآلات التقطيع ثنائية المحور على المبدأ الأساسي نفسه: محوران مرتبان بشكل متوازٍ، يدوران في اتجاهين متعاكسين، مزودان بأدوات قطع تعمل على تفكيك المواد ذات الحجم الكبير عن طريق القطع والتمزيق والتقطيع. وفي المحادثات العملية المتعلقة بالمشاريع، يُترجم ذلك إلى سؤال واحد: هل يمكن لمجموعة أدوات القطع سحب المواد الفعلية للمشتري دون حدوث تراكب أو لف أو انحشار متكرر؟
يمكن تغذية المواد بواسطة ناقل أو ذراع رفع أو لودر أو يدويًّا، حسب حجم المشروع. بالنسبة للنفايات الضخمة، يجب أن تكون القادوس كبيرة بما يكفي لاستيعاب القطع غير المنتظمة دون الحاجة إلى إعادة وضعها باستمرار. أما بالنسبة لخردة المعادن أو الإطارات الثقيلة، فيجب التحكم في عملية التغذية بحيث لا تتعرض الحجرة لحمل صدمي دفعة واحدة.
من الأخطاء الشائعة الحكم على آلة التقطيع بناءً على حجم فتحة الإدخال فقط. فوجود قادوس كبير يساعد، لكنه لا يحل جميع مشاكل التغذية. فقد ترتد البراميل البلاستيكية منخفضة الكثافة. وقد تتراكم نفايات المنسوجات الطويلة مكونةً جسورًا. وقد تعبر المنصات الخشبية حجرة التقطيع بزاوية غير ملائمة. وقد تتطلب الإطارات الكاملة التي تحتوي على أسلاك فولاذية تغذيةً محكومةً لتجنب التآكل غير الضروري للشفرات.
يدور المحوران باتجاه بعضهما البعض. وتلتقط خطافات القاطع حافة النفايات وتسحبها إلى الوسط. وتعد عملية التغذية الذاتية هذه أحد الأسباب التي تدفع المشترين إلى اختيار آلة التقطيع ذات المحورين للمواد الضخمة أو التي يصعب تغذيتها. قد يكون الدوار الفردي المزود بدافع خيارًا ممتازًا للتحكم في الناتج، لكن التصميم ثنائي المحور غالبًا ما يكون هو الخيار الأفضل عندما تكون المشكلة الأولى هي ببساطة فتح النفايات الكبيرة وغير المنتظمة.
بمجرد دخول المادة إلى منطقة القطع، تقوم أقراص القطع بتمزيقها وقصها. ويؤثر سمك الشفرة، وفراغ التداخل، وسرعة العمود، وشكل الأسنان على مدى قوة أداء الآلة. يمكن أن تنتج أدوات القطع الرقيقة قطعًا أصغر حجمًا، لكنها قد لا تكون الخيار المناسب لخردة المعادن عالية الصلابة. أما أدوات القطع السميكة فتقاوم المواد الأكثر صلابة بشكل أفضل، لكن الناتج يميل إلى أن يكون أكثر خشونة.
في المنشآت الحقيقية، لا يزود أحد الماكينة بمواد مثالية طوال اليوم. فقد تؤدي قطعة فولاذية مخبأة، أو حزمة من حواف الإطارات، أو نسيج مبلل، أو دلو معدني ملتوي، أو كتلة كبيرة إلى ارتفاع التيار بسرعة. يمكن للنظام الذي يتم التحكم فيه بواسطة وحدة التحكم المنطقية القابلة للبرمجة (PLC) إيقاف المحاور وعكس اتجاه دورانها تلقائيًا لإزالة الانسداد. لا تعني هذه الوظيفة أن الآلة يمكنها تجاهل كل جسم غير مناسب، ولكنها تقلل من الحاجة إلى التنظيف اليدوي وتحمي المخفض والمحور ومجموعة القواطع من التلف غير الضروري.
تقوم معظم آلات التقطيع ثنائية المحور بتفريغ القطع الخشنة دون استخدام غربال سفلي. وتسقط المواد المقطعة على ناقل أو في حفرة تخزين أو إلى آلة تالية في خط الإنتاج. وإذا كان المشروع يتطلب حجمًا نهائيًّا أكثر اتساقًا، فعادةً ما يُضاف إلى خط الإنتاج كسارة أو آلة تحبيب أو غربال أو آلة تقطيع مزودة بنظام غربال بعد آلة التقطيع الأولي ثنائية المحور.
قد تختلف طريقة عمل جهازين لهما نفس القوة اختلافًا كبيرًا. وفي المناقشات التي تجري داخل المصانع، عادةً ما يطلب المهندس الجيد صورًا أو مقاطع فيديو للمواد قبل أن يوصي بتصميم الشفرات. والسبب بسيط: فمجموعة الشفرات التي تناسب البراميل البلاستيكية لا تكون بالضرورة مناسبة للإطارات أو النفايات الإلكترونية أو خردة المعادن الخفيفة.
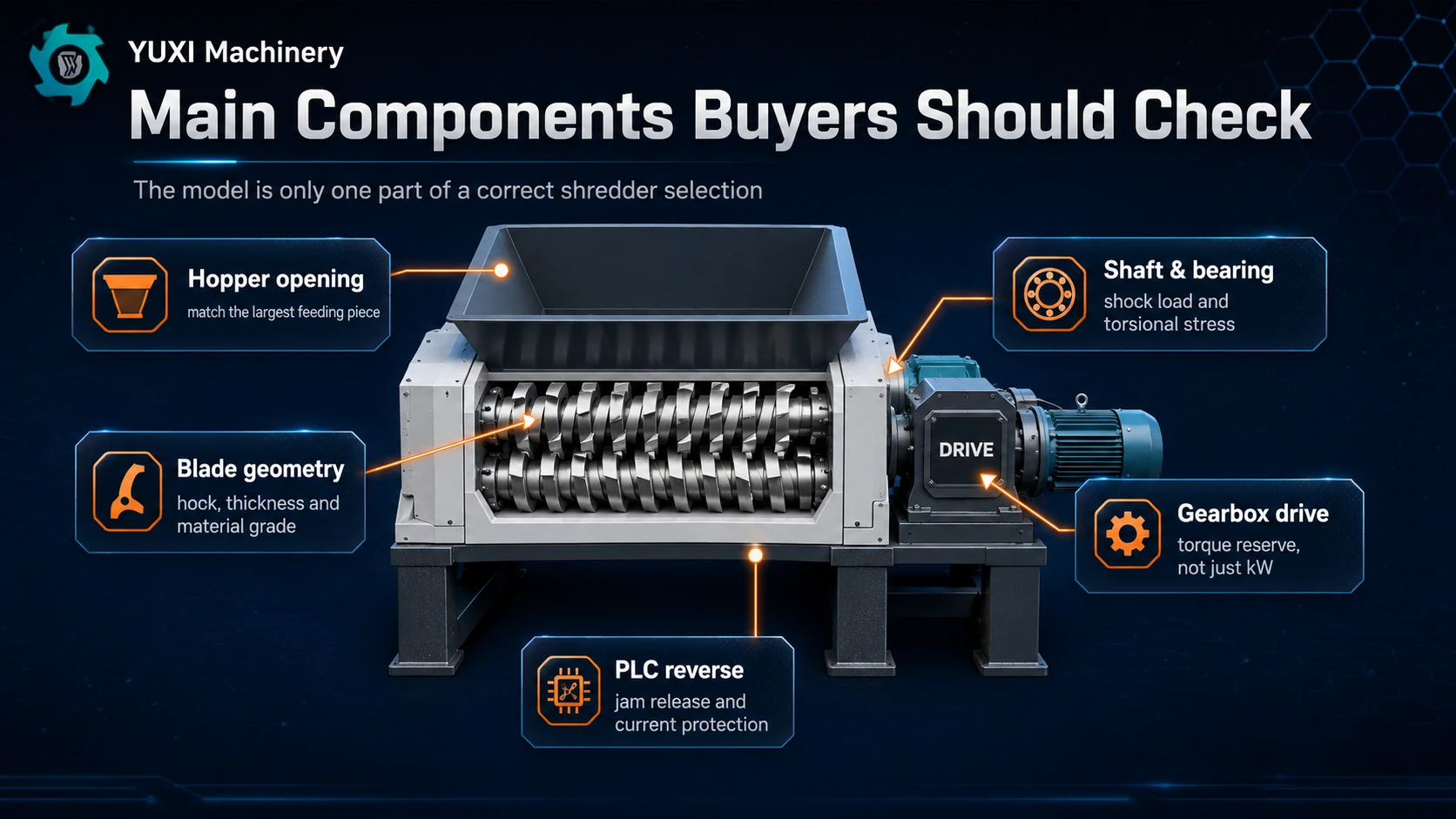
يجب أن يتناسب قادوس التغذية مع أكبر قطعة تغذية متوقعة وطريقة التغذية. فالتغذية بواسطة اللودر، والتغذية بواسطة الملاقط، والتغذية بواسطة الناقل، كلها تولد أحمال صدمية مختلفة. وقد تتطلب النفايات الخفيفة الضخمة قادوسًا أطول أو اتخاذ تدابير لمنع تكوّن الجسور، في حين قد تتطلب خردة المعادن الثقيلة تحكمًا أكثر صرامة في عملية التغذية.
يحدد سمك القاطع وشكل الأسنان والمسافة بينها قوة القطع ومدى خشونة الناتج. وعادةً ما تُستخدم القواطع الأعرض للمواد الأكثر صلابة وللحصول على ناتج أكثر خشونة. أما القواطع الأضيق فيمكنها إنتاج قطع أصغر حجمًا، لكنها قد تتآكل بشكل أسرع في التطبيقات الكاشطة.
يجب أن يتحمل العمود الإجهاد الالتوائي والأحمال الصدمية. تشير صفحة منتجات شركة YUXI إلى أن الأعمدة الرئيسية مصنوعة من الفولاذ السبائكي 42CrMo، وهو النوع الذي يُختار عادةً في الآلات الثقيلة عندما تكون القوة والمتانة من العوامل المهمة.
تعد وحدة التخفيض هي النقطة التي تفشل فيها العديد من الخيارات الرخيصة. فقد يرى المشتري نفس قوة المحرك في عرضين مختلفين، لكن احتياطي عزم الدوران ونوع وحدة التخفيض ومعامل الخدمة وتصميم أداة التوصيل قد تكون مختلفة تمامًا.
ينبغي التعامل مع ميزة «الرجوع التلقائي» باعتبارها ميزة إنتاجية، وليس مجرد عبارة ترويجية في الكتيب. اسأل عن كيفية الكشف عن الحمل الزائد، وعدد محاولات الرجوع المسموح بها، وما إذا كان من الممكن تعديل التغذية الراجعة للتيار وفقًا للمواد المختلفة.
تعمل الهياكل المصممة للاستخدام الشاق على تقليل الاهتزازات واختلال محاذاة المحور. ويُعد الوصول إلى أجزاء الصيانة أمرًا مهمًا، لأن فحص القاطع والتحقق من البراغي وتنظيف الحجرة أمور لا غنى عنها في أعمال إعادة التدوير المستمرة.
غالبًا ما يطلب المشترون حجمًا ثابتًا للمخرجات، مثل 30 ملم أو 50 ملم أو 100 ملم. وفي حالة آلة التقطيع ذات المحورين، فإن الإجابة الأكثر صدقًا هي: حجم المخرجات تقريبي ما لم تتضمن خط الإنتاج عملية غربلة أو عملية تقطيع ثانوية. يمكن تهيئة الماكينة لتتناسب مع نطاق حجمي تقريبي، لكنها عادةً لا تنتج نفس الحجم المتحكم فيه للجسيمات مثل آلة التقطيع أحادية المحور المزودة بغربال سفلي.
يتأثر حجم الناتج بشكل أساسي بأربعة عوامل. الأول هو سماكة الشفرة. فعادةً ما تنتج الشفرة الأكثر سماكة قطعًا أولية أكبر حجمًا. والثاني هو الشكل الهندسي لأسنان الشفرة. فالأسنان ذات الشكل الخطافي الحاد تقطع بشكل أفضل، لكنها قد تنتج قطعًا ممزقة أطول عند معالجة المواد المرنة. والثالث هو سلوك المادة. فالمطاط والمنسوجات والصفائح المعدنية الرقيقة والبلاستيك الصلب لا تنكسر بنفس الطريقة. والعامل الرابع هو خط المعالجة اللاحق. فإذا تبع آلة التقطيع غربال أو آلة تحبيب أو كسارة، فقد يكون ناتج المرحلة الأولى أكثر خشونة.
بالنسبة للعديد من المنشآت، لا يُعد الناتج الخشن عيبًا. فخط معالجة الإطارات لا يحتاج سوى إلى آلة التقطيع الأولى لتفتيت الإطارات إلى شرائح قبل مرحلة الكشط وفصل الفولاذ. أما خط إعادة تدوير المعادن، فقد لا يحتاج سوى إلى تقليص حجم الدلاء أو العلب أو الخردة الرقيقة حتى تسير عملية الفصل المغناطيسي والتكسير اللاحقة بشكل أكثر سلاسة. أما محطة معالجة النفايات الضخمة، فقد تحتاج فقط إلى تقليل الحجم قبل الفرز أو التعبئة في بالات أو تحضير الوقود.
السؤال الأكثر فائدة عند الاستفسار عن آلة التقطيع ذات المحورين ليس “ما هو سعركم؟”، بل “هذه هي المواد التي أريد معالجتها، وهذا هو أكبر حجم للتغذية، وهذه هي العملية التالية، وهذه هي السعة التي أحتاجها في الساعة”. فهذه المعلومات تؤثر على مجموعة القواطع، ونظام نقل الحركة، وتصميم قادوس التغذية وقناة التفريغ.
| المواد | التحدي المعتاد | التركيز على التكوين العملي | الخطوة التالية المعتادة |
|---|---|---|---|
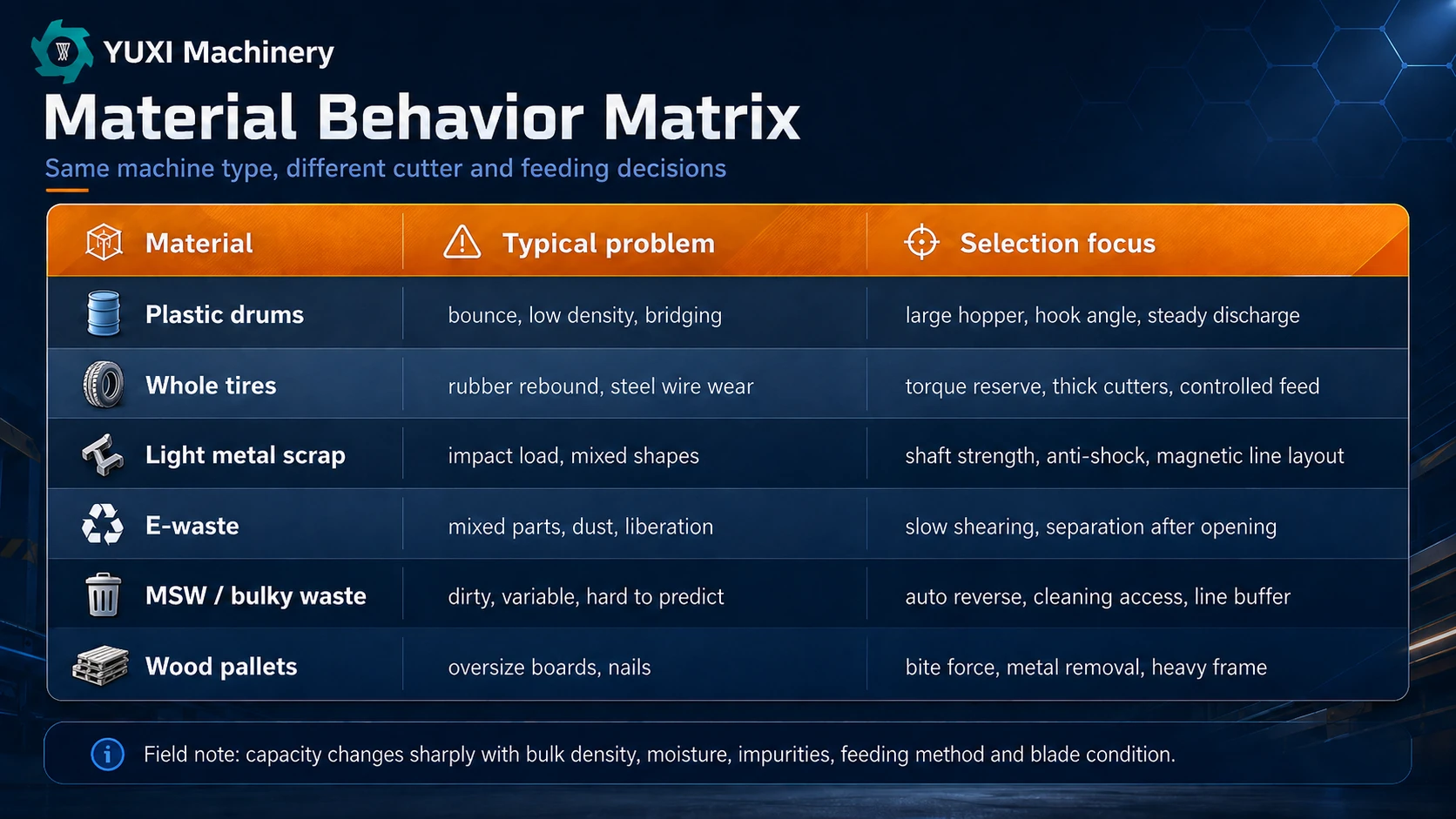
| براميل وصناديق ودلاء بلاستيكية | الكثافة المنخفضة، والارتداد، والتوصيل | زاوية الخطاف، شكل القادوس، التغذية المستقرة | آلة تمزيق البلاستيك, ، كسارة، خط غسيل أو آلة تحبيب |
| نفايات الإطارات | ارتداد المطاط، الأسلاك الفولاذية، تآكل شديد في القاطع | قواطع سميكة، احتياطي عزم الدوران، تغذية محكومة | ماكينة فصل الأسلاك الفولاذية، خط حبيبات المطاط |
| خردة المعادن الخفيفة | الحمل الصدمي، الأشكال المطوية، الشوائب المختلطة | قوة العمود، وسماكة القاطع، والتوزيع المغناطيسي | الفاصل المغناطيسي، أو الفاصل بالتيارات الدوامة، أو الكسارة، أو آلة التعبئة |
| النفايات الإلكترونية والأجهزة المنزلية الصغيرة | مواد مختلطة، فتحة المكونات، الغبار | التمزق عند السرعات المنخفضة، تخطيط الفصل | الفرز، الفصل بالهواء، الفصل الكهروستاتيكي |
| النفايات الصلبة البلدية والنفايات الضخمة | تغذية متغيرة، مواد متسخة، أجسام صلبة مخفية | الرجوع التلقائي، الوصول إلى الحجرة، مخزن مؤقت للخط | الفرز، وإعداد RDF، والتعبئة في بالات، أو التقطيع الثانوي |
| المنصات الخشبية والأثاث | ألواح كبيرة الحجم، ومسامير، وسماكة غير متناسقة | قادوس كبير، قوة عض قوية، إزالة المعادن | المغناطيس، الكسارة، تجهيز الكتلة الحيوية أو تقليل الحجم |
في الاستخدام الميداني، غالبًا ما يتم التقليل من شأن الرطوبة والتلوث. فالورق المبلل، والأغشية المتسخة، ونفايات المنسوجات التي تحتوي على حبال، والنفايات الصلبة المختلطة التي تحتوي على قطع صلبة مخفية، كلها عوامل يمكن أن تقلل من الإنتاجية الفعلية. ولهذا السبب، عادةً ما يطلب المورد الموثوق مقطع فيديو قصيرًا، وليس مجرد اسم المادة.
غالبًا ما تكون آلة التقطيع ذات المحورين هي أول آلة بعد مرحلة التغذية. وتتمثل مهمتها في تقطيع المواد إلى أجزاء أصغر حجمًا، وجعلها أكثر تفتتًا، وأسهل في النقل. وبعد ذلك، قد تمر المواد بعمليات الفصل المغناطيسي، أو الفصل بالتيارات الدوامة، أو الغربلة، أو التكسير الثانوي، أو التحبيب، أو التعبئة في بالات، أو تحضير الوقود.
بالنسبة لدلاء الطلاء، وبقايا الصفائح الرقيقة، والعلب، وقطع الألمنيوم الخفيفة، والمعادن الخفيفة المختلطة، تقوم آلة التقطيع بفتح المواد وتفتيتها قبل عملية الفرز أو التكسير. عملية كاملة نظام تقطيع وإعادة تدوير النفايات المعدنية وقد تشمل هذه المعدات الناقلات، والفاصل المغناطيسي، وفاصل التيارات الدوامة، والكسارة المطرقية، ومعدات التحكم في الغبار وجمعه.
بالنسبة للإطارات الكاملة، يمكن لآلة التقطيع ذات المحورين إنتاج شظايا إطارات خشنة قبل مرحلة الكشط وفصل الأسلاك الفولاذية. ولا يتعين على آلة التقطيع الأولى إنتاج حبيبات مطاطية نهائية، بل يقتصر دورها على تغذية المرحلة التالية بشكل آمن ومتسق. وللحصول على تخطيط كامل، يمكن للمشترين مقارنة نظام تقطيع وإعادة تدوير الإطارات المستعملة.
عادةً ما تكون النفايات المختلطة هي الأصعب في تحديد تكلفة معالجتها من خلال جملة واحدة. فقد تتطلب خط المعالجة عملية فرز مسبق، أو آلة تمزيق ذات عمودين، أو غربلة، أو فصل هوائي، أو فصل مغناطيسي، أو تجفيف، أو تمزيق ثانوي. ويُعد «التسلسل الهرمي لإدارة المواد والنفايات غير الخطرة» الذي وضعته وكالة حماية البيئة الأمريكية (EPA) تذكيرًا مفيدًا بأنه لا توجد طريقة واحدة لإدارة النفايات تناسب جميع المواد وجميع الظروف، لذا يجب أن يبدأ تصميم خط المعالجة بتصنيف المواد والاستخدام النهائي.
بالنسبة للحاويات الصلبة وخردة البلاستيك السميكة، يمكن استخدام آلة التقطيع ذات المحورين كمرحلة أولى لفتح المواد. أما بالنسبة للرقائق المغسولة، أو مواد التغذية المخصصة للتكوير، أو التغذية المخصصة للمحملات الحبيبية، فقد يظل المشترون بحاجة إلى آلة ثانوية أو آلة مزودة بنظام غربلة بعد المرحلة الأولى.
يبدأ الاختيار الجيد من تدفق النفايات، وليس من أكبر طراز في الكتالوج. فاختيار حجم أكبر من اللازم يزيد من تكلفة الشراء واستهلاك الطاقة، بينما يؤدي اختيار حجم أصغر من اللازم إلى حدوث حمل زائد مستمر، وانخفاض معدل الإنتاجية، والتآكل المبكر. والحل الصحيح يكمن بين هاتين المشكلتين.
“لا يكفي استخدام مصطلح ”النفايات البلاستيكية“. فبرميل من البولي إيثيلين عالي الكثافة (HDPE) سعة 200 لتر، والحقيبة المنسوجة، وبقايا الأنابيب، ولفافة البلاستيك، كلها تتصرف بشكل مختلف. وقد يشمل مصطلح ”خردة المعادن» العلب الرقيقة، وقضبان الألمنيوم، ودلاء الطلاء، أو قطع الصلب الثقيلة. يرجى إرسال الصور ومقاطع الفيديو.
القطعة الأكبر حجماً هي التي تحدد فتحة القادوس وعرض الحجرة. فقد تتسبب قطعة واحدة كبيرة الحجم في مشاكل أكثر من طن واحد من المواد الأصغر حجماً.
إذا كان الحجم النهائي المطلوب هو 20 ملم، فقد تكون آلة التقطيع ذات المحورين مجرد المرحلة الأولى فقط. اسأل عن الآلة الثانوية أو الغربال المطلوب.
ينبغي مناقشة السعة بالطن في الساعة وساعات العمل في اليوم. وقد تؤثر الكثافة الظاهرية والرطوبة واستمرارية التغذية على النتيجة الفعلية.
لا تختر سماكة القاطع بناءً على حجم المنتج النهائي فقط. فكل من الإطارات، والنفايات الصلبة البلدية، والمنسوجات، والبراميل البلاستيكية، والخردة المعدنية تتطلب قرارات مختلفة فيما يتعلق بمعدل التآكل والقدرة على القطع.
يجب أن يكون من الممكن فحص الشفرات، وتزييت المحامل، وفحص البراغي، وتنظيف الحجرة دون الحاجة إلى تفكيك نصف الخط.
اسم الآلة أقل أهمية من المهمة التي يتعين عليها القيام بها. وعادةً ما يتم اختيار آلة التقطيع ذات المحورين لإجراء عملية تقطيع أولية قوية. أ آلة التقطيع أحادية العمود وغالبًا ما يتم اختياره عندما تحتاج الخطوط إلى تحكم أكبر في الإخراج عبر الشاشة. أ آلة التقطيع بأربعة أعمدة يمكن أن يوفر إعادة تدوير داخلي أقوى وتحكمًا أفضل في الحجم مقارنةً بالتصميم البسيط ذي المحورين، لكنه في الوقت نفسه أكثر تعقيدًا.
| نوع الآلة | مبدأ العمل | الخيار الأنسب | تحذير بشأن الاختيار |
|---|---|---|---|
| آلة التقطيع ذات العمود المزدوج | يقوم عمودان قاطعان يدوران في اتجاهين متعاكسين بالإمساك بالمواد وتمزيقها وقصها | التخفيض في المرحلة الأولى: المواد الضخمة أو المختلطة أو المتسخة أو التي يصعب معالجتها | يكون الناتج خشنًا ما لم يتبعه غربلة أو عملية تكسير ثانوية |
| آلة التقطيع أحادية العمود | الدوار، والسكاكين الثابتة، والدافع الهيدروليكي، والغربال | التحكم في المخرجات قبل عمليات التحبيب أو الغسل أو التخزين أو تحديد حجم الوقود البديل (RDF) | قد تحتاج الأعلاف ذات الحجم الكبير جدًّا أو التي تحتوي على مكونات متنوعة جدًّا إلى التقطيع المسبق أولاً |
| آلة التقطيع بأربعة أعمدة | أعمدة متعددة ونظام إعادة تدوير داخلي يعتمد على الشاشات | تقليل أكثر تنظيماً للنفايات الإلكترونية، والنفايات السرية، ومواد التغليف، أو الوقود البديل المستخرج من النفايات (RDF) | المزيد من نقاط الصيانة وزيادة تعقيد الغرفة |
في العديد من مصانع إعادة التدوير الكبرى، يتم استخدام جهازين معًا. حيث تقوم آلة التقطيع ذات المحورين بفك المواد أولاً. ثم تقوم آلة التقطيع الثانوية أو الكسارة أو آلة التحبيب بإنتاج قطع أصغر حجمًا وأكثر اتساقًا، وفقًا لمتطلبات العملية النهائية.
تحتوي آلة التقطيع ذات المحورين على أعمدة قطع دوارة ونقاط ضغط وأجزاء متحركة ثقيلة. وينبغي أن تكون وسائل الحماية وتصميم نظام الإيقاف في حالات الطوارئ وإجراءات التعطيل وتدريب المشغلين جزءًا من مناقشة المشروع، لا أن تُضاف كفكرة لاحقة. تشير المعايير العامة لـ OSHA المتعلقة بواقيات الآلات إلى أن وجود الواقيات ضروري لحماية المشغلين من المخاطر مثل نقاط التشغيل، ونقاط الضغط الداخلية، والأجزاء الدوارة، والرقائق المتطايرة، والشرر. وقد تختلف المتطلبات المحلية، لذا يجب مراجعة التصميم النهائي للسلامة وفقًا لقواعد بلد المشتري وقواعد المصنع.
يجب أن تشمل الصيانة الدورية فحص القواطع، والتحقق من البراغي، وفحص زيت علبة التروس، وتزييت المحامل، وتنظيف الحجرة، ومراجعة أي اهتزازات أو ضوضاء غير طبيعية. وبالنسبة للمواد الكاشطة مثل الإطارات، والبلاستيك المتسخ، والنفايات الملوثة بالرمل، أو الخردة المعدنية، يجب التخطيط لتوفير قواطع احتياطية وأجزاء قابلة للتآكل منذ مرحلة تقديم العرض.
لا تنتظر حتى تفقد الآلة كفاءتها قبل فحص الشفرات. فالشفرات غير الحادة أو التالفة تزيد من استهلاك التيار، وتقلل من قوة القطع، وتسبب المزيد من حالات الانحشار، وتضع ضغطًا إضافيًا على جهاز التخفيض. وفي العديد من المصانع، يوفر جدول الفحص البسيط أموالاً أكثر مما يوفره محرك أكبر.
هذه الآلة متعددة الاستخدامات، لكنها ليست مناسبة لكل المشكلات. فإذا كان المشروع يتطلب حجم جسيمات دقيقًا جدًّا وموحدًا في خطوة واحدة، فقد يكون من الأفضل استخدام آلة مزودة بنظام غربلة أو خط إنتاج كامل من مرحلتين. وإذا كانت المادة خطرة أو قابلة للانفجار أو مملوءة بالسوائل أو غير مستقرة كيميائيًا، فإن العملية تحتاج إلى مراجعة خاصة للسلامة. وإذا كانت المادة المدخلة عبارة في الغالب عن أغشية بلاستيكية نظيفة وكان الخط يحتاج إلى التحكم في حجم الرقائق، فقد يكون استخدام محور واحد أو تكوين مخصص لإعادة تدوير البلاستيك أكثر اقتصادية.
تُظهر آلة التقطيع ذات المحورين أقصى كفاءتها عندما تواجه المحطة مشكلة في عملية التكسير الأولي الخشنة: قطع كبيرة، وأشكال متنوعة، ومواد ضخمة الحجم، وتغذية غير منتظمة، وعملية لاحقة قادرة على التعامل مع الناتج الخشن.
لتقديم اقتراح بنموذج عملي، يرجى تجهيز التفاصيل التالية قبل الاستفسار عن السعر:
أما بالنسبة للمشاريع ذات الحجم الضخم أو التي تتسم بتنوع كبير في المواد أو التي تتطلب أعمالًا شاقة، فإن بعض المشترين يقارنون أيضًا بين آلة التقطيع الهيدروليكية قبل الانتهاء من إعدادات التغذية والقيادة.
تُعد هذه المراجع مفيدة عند التخطيط لخطوط إعادة التدوير، وتدفق المواد في الدورة الدائرية، وسلامة المنشآت. وهي لا تحل محل الهندسة الخاصة بالمشروع، لكنها تساعد المشترين على طرح أسئلة أكثر دقة.
وهي تستخدم عمودين قاطعين يدوران في اتجاهين متعاكسين. حيث تقوم القواطع بإمساك المادة وسحبها إلى داخل الحجرة، ثم تقطيعها عن طريق القص والتمزيق والضغط بسرعات منخفضة.
نظرًا لأن الأعمدة تدور عادةً بسرعة أقل من الكسارات أو آلات التحبيب، في حين يوفر نظام التخفيض ونظام الدفع عزم دوران عاليًا للتعامل مع المواد الصلبة أو الضخمة أو غير المنتظمة الشكل.
لا تستخدم معظم آلات التقطيع ذات المحورين القياسية غربالاً للتحكم في عملية التفريغ. ويكون الناتج خشناً ويتأثر بشكل أساسي بسماكة الشفرات وشكل القاطع وسلوك المادة.
لا تُستخدم بمفردها في معظم تطبيقات التقطيع الأولي الخشنة. إذا كان المطلوب الحصول على ناتج متجانس، فيجب إضافة غربال أو كسارة أو آلة تحبيب أو آلة تقطيع ثانوية بعد المرحلة الأولى.
تشمل المواد الشائعة الإطارات، والبراميل البلاستيكية، والصناديق الخشبية، وخردة المعادن الخفيفة، والنفايات الإلكترونية، والمنصات الخشبية، والنفايات الضخمة، والورق، والمنسوجات، والنفايات الصلبة البلدية. وتعتمد الملاءمة النهائية على الحجم، والشوائب، والهدف المرجو من الإنتاج.
قد ينتج الانسداد عن قطع صلبة كبيرة الحجم، أو سوء التحكم في التغذية، أو وجود نسيج ملتف، أو قطع فولاذية مخفية، أو مواد رطبة، أو قواطع غير حادة، أو شكل غير صحيح لشفرات القطع. وتُعد ميزة الرجوع التلقائي مفيدة، لكنها لا تحل محل الاختيار الصحيح.
ابدأ من نوع المادة ومتطلبات المخرجات الأولية. فالمواد الأكثر صلابة، مثل الإطارات والنفايات الضخمة وخردة المعادن الخفيفة، غالبًا ما تتطلب قواطع أكثر سمكًا أو قوة، في حين أن المواد البلاستيكية والورق قد تتطلب تصميمات مختلفة.
يرجى إرسال صور أو مقاطع فيديو للمواد، وأقصى حجم للتغذية، والنتيجة المستهدفة، والسعة المطلوبة، وساعات العمل، والبلد، والجهد الكهربائي، وطريقة التغذية، والعملية التالية بعد التقطيع.
إذا كان مشروعك يتضمن نفايات ضخمة الحجم، أو براميل بلاستيكية، أو إطارات، أو خردة معادن خفيفة، أو نفايات إلكترونية، أو منصات خشبية، أو نفايات صلبة بلدية مختلطة، فلا تبدأ بالاعتماد على أسماء الطرازات فقط. أرسل حالة المواد والهدف النهائي من إعادة التدوير. يمكن لشركة YUXI المساعدة في مطابقة تصميم القاطع وحجم الحجرة وتكوين المحرك/المخفض وتخطيط الناقل والمعدات اللاحقة لمتطلبات المصنع الفعلية.

تواصل مع فريقنا الرائع اليوم للحصول على تقدير سعر لآلة التقطيع.
اتصل بنا


