



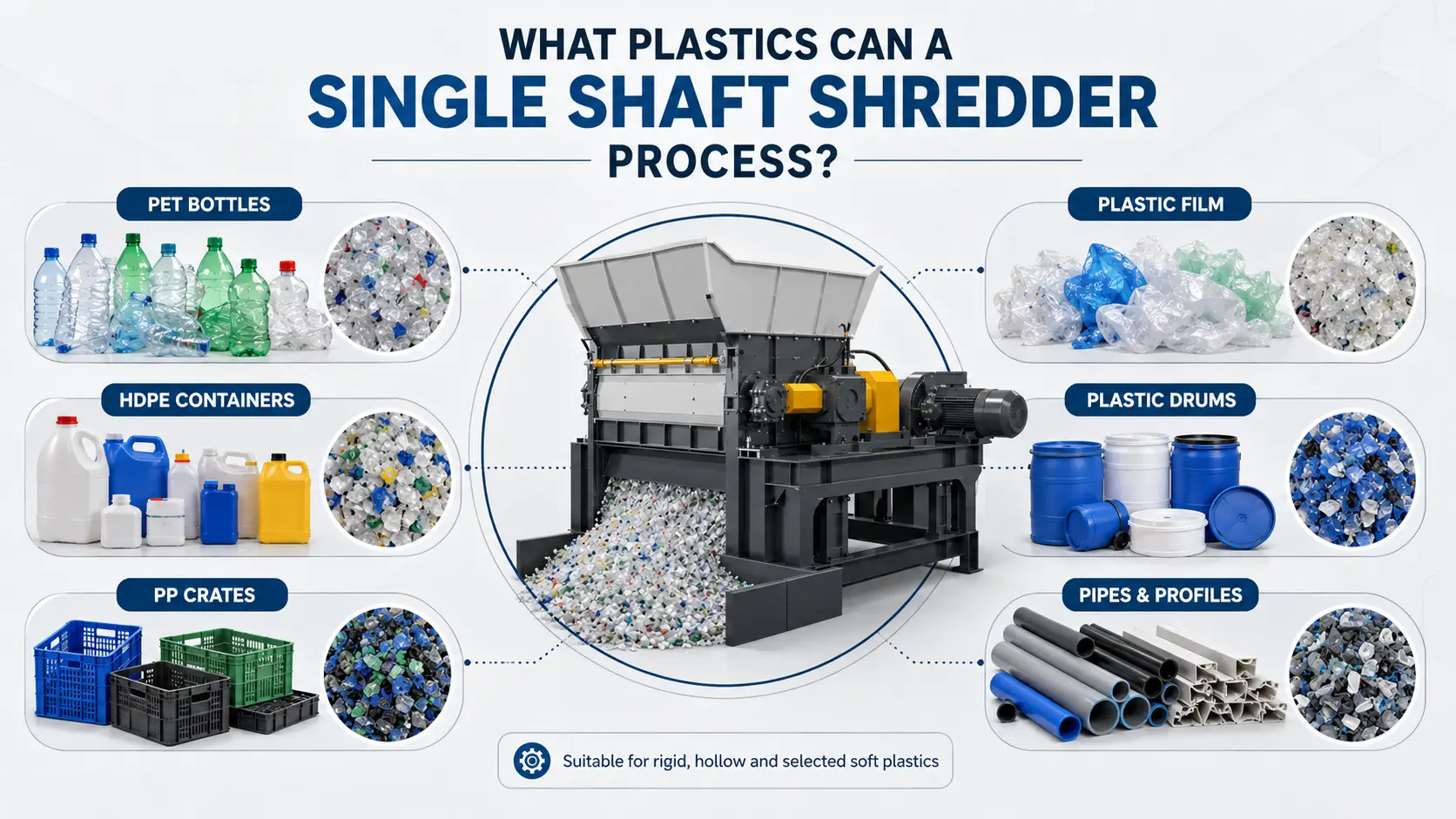
غالبًا ما تكون آلة التقطيع ذات المحور الواحد هي أكثر آلات تقليل الحجم ملاءمةً كخطوة أولى في خطوط إعادة تدوير البلاستيك التي تتطلب إنتاجًا محكومًا، وتغذيةً مستقرة، ومعالجةً موثوقة في المراحل اللاحقة. فهي قادرة على تقطيع الزجاجات البلاستيكية الضخمة، والبراميل، والكتل، والأنابيب، والمقاطع التشكيلية، والصناديق، وبعض أنواع الأغشية البلاستيكية إلى قطع أكثر اتساقًا قبل عمليات الغسل، والفرز، والتحبيب، أو التكوير.

إجابة سريعة
A آلة تقطيع ذات عمود واحد لإعادة تدوير البلاستيك تستخدم هذه الآلة دوارًا واحدًا منخفض السرعة وعالي العزم، وسكاكين مقابلة ثابتة، ودافعًا هيدروليكيًّا، وغربالًا سفليًّا لتقطيع النفايات البلاستيكية إلى أحجام تصريف محددة. وهي مفيدة بشكل خاص لزجاجات البولي إيثيلين تيريفثالات (PET)، وحاويات البولي إيثيلين عالي الكثافة (HDPE)، وصناديق البولي بروبيلين (PP)، والبراميل البلاستيكية، وأجزاء الأنابيب، والمقاطع التشكيلية، والكتل البلاستيكية، وخردة القولبة بالحقن، والعديد من أشكال النفايات البلاستيكية الصناعية. وفي خط إعادة التدوير الكامل، تعمل هذه الآلة عادةً قبل عمليات الغسل، والفصل، والتجفيف، والتحبيب أو التكوير.
لماذا تحتاج خطوط إعادة تدوير البلاستيك إلى عملية تقطيع خاضعة للرقابة
إعادة تدوير البلاستيك ليست مجرد مشكلة تتعلق بمعالجة النفايات، بل هي مشكلة تتعلق بإعداد المواد. فقد تكون الزجاجات مجوفة ومرنة، بينما تكون براميل البولي إيثيلين عالي الكثافة (HDPE) ضخمة الحجم وزلقة، ويمكن أن تكون الصناديق المصنوعة من البولي بروبيلين (PP) صلبة ومرنة، وقد يلتف الفيلم البلاستيكي حول الدوار إذا لم يتم ضبط الماكينة بشكل صحيح. قد يتم تغذية مقاطع الأنابيب والمقاطع المقطعية بشكل غير متساوٍ نظرًا لطولها أو انحنائها أو سماكة جدرانها. وقبل أن تتمكن محطة إعادة التدوير من غسل هذه المواد أو فصلها أو تجفيفها أو تحويلها إلى حبيبات، فإنها تحتاج إلى حجم تغذية ثابت ومعدل تغذية ثابت.
وهنا حيث آلة التقطيع أحادية العمود تصبح ذات قيمة. فهي لا تقوم بمجرد تمزيق المواد بشكل عشوائي. تستخدم آلة تقطيع البلاستيك أحادية المحور المُصممة جيدًا دوارًا، وشفرات ثابتة، ودافعًا، وغربالًا لتوليد ناتج يمكن التنبؤ به بشكل أفضل. ويؤدي هذا الناتج الذي يمكن التنبؤ به إلى تقليل العبء على الناقلات، وخزانات الغسيل، وآلات الغسيل الاحتكاكية، وآلات التحبيب، وأنظمة التجفيف، وآلات البثق المستخدمة في تصنيع الكريات.
كما تتضح الحاجة إلى بنية تحتية أفضل لإعادة تدوير البلاستيك من البيانات العامة. فقد أفادت منظمة التعاون الاقتصادي والتنمية (OECD) بأن حوالي 9% فقط من النفايات البلاستيكية تم إعادة تدويرها في نهاية المطاف، في حين تم دفن أجزاء كبيرة منها في مكبات النفايات أو حرقها أو إساءة إدارتها. كما أفاد برنامج الأمم المتحدة للبيئة (UNEP) بأن ما بين 19 و23 مليون طن من النفايات البلاستيكية تتسرب إلى النظم الإيكولوجية المائية كل عام. توضح هذه الأرقام سبب حاجة محطات إعادة التدوير إلى معدات عملية قادرة على تحويل النفايات البلاستيكية الصعبة إلى مادة خام ثانوية قابلة للمعالجة.
بالنسبة إلى الشركة المصنعة أو المستثمر في مجال إعادة التدوير، لا يقتصر السؤال على “هل تستطيع الآلة تقطيع البلاستيك؟” فحسب، بل إن السؤال الأهم هو: “هل تستطيع الآلة توفير حجم الجسيمات والسعة واستقرار التغذية التي تتطلبها الخطوة التالية في خط الإنتاج؟” وهذا هو السبب الأساسي وراء استخدام آلات التقطيع أحادية المحور بشكل شائع في تطبيقات إعادة تدوير البلاستيك.
ما هي آلة التقطيع أحادية المحور المستخدمة في إعادة تدوير البلاستيك؟
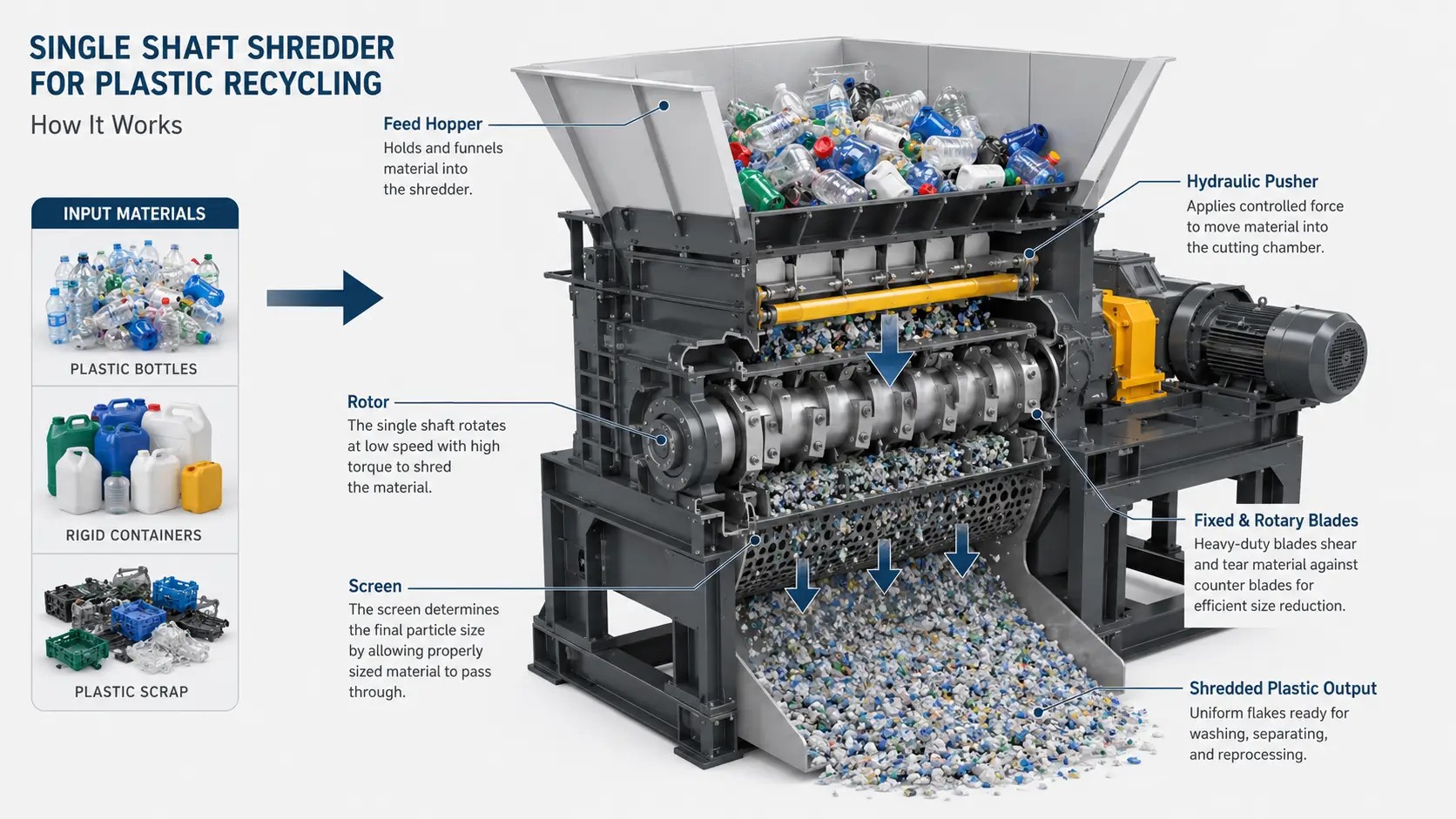
آلة التقطيع أحادية العمود هي آلة صناعية لتقليص الحجم تعتمد على أسطوانة قطع دوارة واحدة. تُحمَّل النفايات البلاستيكية في قادوس، ثم تُدفع باتجاه الدوار بواسطة دافع هيدروليكي، وتُقطع بين السكاكين الدوارة والسكاكين الثابتة المقابلة. وتتسرب المواد التي تصبح صغيرة بما يكفي عبر الغربال الموجود أسفل حجرة التقطيع. أما القطع الكبيرة الحجم فتبقى في الحجرة حتى يتم تقطيعها مرة أخرى.
بالمقارنة مع تقدير تقريبي آلة التقطيع ذات العمود المزدوج, ، وعادةً ما يتم اختيار آلة التقطيع ذات العمود الواحد عندما تتطلب عملية إعادة التدوير تحكم أفضل في حجم المخرجات النهائية. مقارنةً بآلة تكسير البلاستيك عالية السرعة أو آلة التحبيب، تُعد آلة التقطيع أحادية المحور أكثر ملاءمةً للنفايات البلاستيكية الضخمة أو المجوفة أو غير المنتظمة الشكل أو السميكة التي تحتاج إلى تقليل حجمها مسبقًا قبل معالجتها بشكل أكثر دقة.
بالنسبة للمشترين الذين يطلعون على ماكينة التقطيع أحادية العمود في صفحة المنتج، تتسم النقاط التصميمية المهمة بالاتساق: التغذية الهيدروليكية، والغربلة ذات الحجم الناتج القابل للتحكم، وتصميم الدوار المخصص للأعمال الشاقة، والشفرات المقاومة للتآكل من أجل التشغيل الصناعي المستمر. وتعتبر هذه الميزات ذات أهمية خاصة لمحطات إعادة تدوير البلاستيك التي تعالج مواد ذات أشكال متنوعة، وليس فقط الخردة الصغيرة النظيفة.
كيف تعمل آلة تقطيع البلاستيك ذات المحور الواحد؟
1. التغذية عبر قادوس التغذية
تستقبل القادوس الزجاجات البلاستيكية السائبة، والحاويات، والصناديق، والكتل، والأنابيب، أو مخلفات الإنتاج. ويُعد وجود القادوس الكبير أمرًا مهمًا لأن العديد من المواد البلاستيكية تتميز بكثافة حجمية منخفضة. وقد يتعامل المصنع مع كميات كبيرة من الزجاجات أو الحاويات حتى لو لم يكن الوزن الفعلي لكل دفعة مرتفعًا جدًّا.
2. يعمل الدافع الهيدروليكي على تثبيت التلامس مع الدوار
يقوم الدافع الهيدروليكي بدفع المواد نحو دوار القطع. وهذا أحد الفروق الرئيسية بين آلة التقطيع أحادية المحور والعديد من آلات التكسير الأبسط. لا تسقط النفايات البلاستيكية الضخمة دائمًا بشكل طبيعي في منطقة القطع. يساعد الدافع على تقليل تكوّن الجسور والارتداد وعمليات القطع الفارغة. بالنسبة للحاويات المجوفة والكتل البلاستيكية وأجزاء الأنابيب، تساعد قوة الدفع المتحكم بها في الحفاظ على استمرار الماكينة في القطع بدلاً من الدوران دون حمل.
3. يوفر الدوار ذو السرعة المنخفضة عزم دوران عالٍ أثناء القطع
يدور الدوار بسرعة منخفضة نسبيًا، لكنه يولد عزم دوران عاليًا. تعمل السكاكين الدوارة المثبتة على الدوار بالتفاعل مع السكاكين الثابتة على قص وتمزيق وتقطيع النفايات البلاستيكية. يساعد القطع بسرعة منخفضة على تقليل الغبار والحرارة مقارنةً بعملية التقطيع بالصدم بسرعة عالية جدًّا. كما يمنح ذلك الآلة قدرة أكبر على التقطيع عند التعامل مع القطع البلاستيكية السميكة أو غير المنتظمة الشكل.
4. الشاشة تتحكم في حجم التفريغ
المنخل السفلي هو العنصر المسؤول عن تحديد الحجم. إذا كانت فتحة المنخل صغيرة، فقد يكون الناتج أكثر اتساقًا، لكن معدل الإنتاجية قد ينخفض وقد يزداد تآكل الشفرات. أما إذا كانت فتحة المنخل أكبر، فقد تتمكن الآلة من معالجة كمية أكبر من المواد في الساعة، لكن الناتج سيكون أقل نعومة. ولهذا السبب، يجب أن يتوافق اختيار المنخل مع العملية التالية في سلسلة الإنتاج. على سبيل المثال، عادةً ما تحتاج مرحلة التغذية في خط الغسيل أو آلة التحبيب إلى قطع أصغر حجمًا وأكثر اتساقًا مقارنةً بتطبيقات تقليل الحجم الأولية.
5. الانتقال إلى العملية التالية
بعد الغربلة، يمكن نقل البلاستيك المقطّع بواسطة ناقل أو ناقل لولبي أو منفاخ أو جمعه يدويًّا، وفقًا لتصميم المصنع. وقد يدخل المنتج بعد ذلك إلى مراحل الغسل، وإزالة الملصقات، والفصل بين العناصر العائمة والغارقة، والتجفيف، وإزالة المعادن، والتحبيب أو التكوير.
ما هي أنواع البلاستيك التي يمكن لآلة التقطيع أحادية المحور معالجتها؟
أفضل طريقة لتقييم آلة التقطيع المستخدمة في إعادة تدوير البلاستيك هي من خلال سلوك المواد. فالبوليمرات المختلفة وأشكال المنتجات تخلق تحديات مختلفة في عمليات التغذية والقطع والتفريغ. ويلخص الجدول أدناه التطبيقات الشائعة في مجال إعادة تدوير البلاستيك.
| المواد البلاستيكية | أمثلة شائعة | لماذا يتم استخدام آلة التقطيع ذات العمود الواحد؟ | الخطوة التالية المعتادة |
|---|---|---|---|
| PET | الزجاجات، الصواني، نفايات التغليف | يقلل من عدد الزجاجات المجوفة وعبوات التغليف المختلطة إلى قطع قابلة للغسل | الغسل، وإزالة الملصقات، وفرز الرقائق |
| HDPE | زجاجات الحليب، وزجاجات المنظفات، والبراميل، والحاويات | تستخدم مع البلاستيك المجوف والصلب، وأحيانًا ذي الجدران السميكة | الغسل، التحبيب، التكوير |
| PP | الصناديق، العلب، الدلاء، الأغطية، مخلفات الحقن | يقسم الأجزاء الصلبة والمرنة إلى شظايا يمكن التحكم فيها | الفرز، التحبيب، البثق |
| غشاء البولي إيثيلين | لفائف الأفلام، الأكياس، الأفلام الزراعية، الأكياس المنسوجة | يمكن استخدامها عندما يتم ضبط الدوار والمنخل والدافع للعمل مع المواد اللينة | الغسل، العصر، التكوير |
| أنابيب PVC / PE / PP | أجزاء الأنابيب، المقاطع المقطعية، الخردة المبثوقة | يقوم بتقليص المقاطع الطويلة أو السميكة مسبقًا قبل عملية التكسير الدقيق | التحبيب، الفصل، إعادة المعالجة |
| كتل بلاستيكية | المخلفات، الكتل، نفايات بدء التشغيل، القطع المقولبة المرفوضة | يقلل القطع بعزم دوران عالٍ من كمية القطع الكثيفة التي يصعب معالجتها في الكسارات | التحبيب أو تصنيع الحبيبات |
إعادة تدوير الزجاجات البلاستيكية
تتميز زجاجات البولي إيثيلين تيريفثالات (PET) بخفة وزنها وتجويفها، وغالبًا ما تكون مختلطة بالملصقات والأغطية والبقايا. يمكن لآلة التقطيع ذات المحور الواحد فتح الزجاجات وتقطيعها قبل غسلها. والهدف هنا ليس إنتاج رقائق PET نظيفة نهائية في آلة واحدة؛ بل الهدف هو تسهيل نقل تيار الزجاجات وغسلها وفصلها. في العديد من خطوط تحويل الزجاجات إلى رقائق، يساعد التقطيع على توفير تغذية مستقرة لمراحل الغسل والفصل.
حاويات وبراميل من البولي إيثيلين عالي الكثافة (HDPE)
يُستخدم البولي إيثيلين عالي الكثافة (HDPE) بشكل شائع في زجاجات المنظفات، وعبوات المواد الكيميائية، وزجاجات الحليب، والبراميل. وقد تكون هذه المواد ضخمة الحجم وصعبة المعالجة، خاصةً عندما تكون جدرانها سميكة. ويمكن لآلة التقطيع أحادية المحور المزودة بدوار وشاشة مناسبة أن تقسمها إلى قطع يسهل غسلها وتحويلها إلى حبيبات. وقد أفادت وكالة حماية البيئة الأمريكية (EPA) في بياناتها الخاصة بالمواد لعام 2018 أن معدلات إعادة تدوير زجاجات البولي إيثيلين تيريفثالات (PET) والزجاجات المصنوعة من البولي إيثيلين عالي الكثافة (HDPE) تقترب من 29%، مما يدل على أن هذه التدفقات تمثل أهدافًا مهمة لأنظمة إعادة التدوير الميكانيكية.
صناديق ودلاء من مادة البولي بروبيلين (PP) وخردة صب بالحقن
غالبًا ما تحتوي الصناديق والمنصات النقالة والعلب المصنوعة من البولي بروبيلين (PP) والمنتجات المرفوضة من عملية القولبة بالحقن على أضلاع وزوايا وسماكة غير منتظمة. وقد تتسبب في انحشار أنظمة التغذية البسيطة إذا لم يتم تجهيزها بشكل صحيح. يساعد الدافع الهيدروليكي في إبقاء المادة ملامسة للدوار. بالنسبة لخردة البولي بروبيلين التي ستدخل آلة التحبيب، يمكن أن تعمل آلة التقطيع كمرحلة تقليل أولية، مما يحمي آلة التحبيب من القطع كبيرة الحجم والتغذية غير المستقرة.
غشاء بلاستيكي وأكياس منسوجة
تعتبر الأغشية أكثر حساسية من البلاستيك الصلب لأنها قد تتجعد أو تتمدد أو تتشابك. ويمكن لآلة التقطيع ذات المحور الواحد معالجة تدفقات محددة من الأغشية، لكن التكوين يلعب دورًا مهمًا في ذلك. فقد يتطلب الفيلم البولي إيثيلين النظيف، والأكياس المنسوجة، وبعض أنواع البلاستيك اللين تصميمًا مختلفًا للدوار، وبرنامج دفع، وحجم غربال، وترتيب تفريغ يختلف عن ذلك المستخدم للبلاستيك الصلب. أما بالنسبة للفيلم الزراعي المتسخ، فيجب أيضًا مراعاة متطلبات الغسل وإزالة المياه.
الأنابيب والمقاطع المعدنية
غالبًا ما تكون خردة الأنابيب والمقاطع طويلة وصلبة ويصعب إدخالها مباشرةً إلى كسارة عالية السرعة. وتوفر آلة التقطيع أحادية المحور عملية تقطيع أولي يمكن التحكم فيها قبل عملية التحبيب. وبالنسبة لإعادة تدوير الأنابيب، يجب على المشتري التأكد من الحد الأقصى لطول المواد المُغذية، وسماكة الجدار، ونوع البوليمر، والحجم المستهدف للإنتاج، وما إذا كانت هناك حاجة إلى ناقل أو نظام تغذية خاص.
السيناريوهات الرئيسية لتطبيق إعادة تدوير البلاستيك
مصانع إعادة تدوير البلاستيك
في مصنع إعادة تدوير البلاستيك العام، تُستخدم آلة التقطيع لتقليص حجم النفايات الواردة إلى حجم يسهل التعامل معه. ويؤدي ذلك إلى تحسين استقرار خط الإنتاج اللاحق وتقليل الحاجة إلى القطع اليدوي أو المعالجة المسبقة. وتُعد هذه الآلة مفيدة بشكل خاص عندما يتلقى المصنع مواد بلاستيكية صلبة مختلطة أو مخلفات إنتاج أو حاويات ضخمة الحجم.
استعادة نفايات البلاستيك في مرحلة ما بعد الصناعة
غالبًا ما تنتج المصانع التي تصنع الزجاجات والأنابيب والمقاطع المعدنية والصناديق والأجزاء المقولبة أو مواد التغليف نفايات داخلية. وتتمتع النفايات الصناعية النظيفة بقيمة إعادة تدوير عالية، لأن مستوى التلوث فيها عادةً ما يكون أقل من النفايات البلدية. وتساعد آلة التقطيع أحادية المحور المصنع على تحويل المنتجات المرفوضة، والقطع الزائدة، والمخلفات الناتجة عن عمليات التنظيف، ونفايات بدء التشغيل إلى مواد جاهزة لإعادة الطحن.
إعادة تدوير مواد التغليف المستعملة
يُعد البلاستيك المستعمل أكثر صعوبة لأنه قد يحتوي على ملصقات وأغطية وسوائل وأوساخ ومعادن وبوليمرات مختلطة. وتلعب آلة التقطيع دورًا في مرحلة التحضير الأولية، حيث تفتح الحاويات وتقلل حجمها وتساعد معدات الغسيل على الوصول إلى سطح البلاستيك. ولا يزال الفرز الجيد قبل التقطيع أمرًا مهمًا، لأن آلة التقطيع لا تحل مشكلة تلوث البوليمرات بمفردها.
إعادة تدوير البراميل والحاويات البلاستيكية
تُستخدم البراميل والحاويات البلاستيكية الكبيرة بشكل شائع لتخزين المواد الكيميائية والمكونات الغذائية والسوائل الصناعية. وقد تتطلب هذه المواد تنظيفًا مسبقًا أو فحصًا أمنيًا قبل تقطيعها. وبمجرد تجهيزها، يمكن لآلة التقطيع أحادية المحور تقطيعها إلى قطع مناسبة للغسل أو التحبيب أو التكوير.
إعادة تدوير نفايات الأنابيب والمقاطع المعدنية والمنتجات المبثوقة
غالبًا ما تتعامل مصانع البثق مع نفايات طويلة ناتجة عن مرحلة بدء التشغيل، ومقاطع غير مطابقة للمواصفات، وأجزاء أنابيب سميكة. ويمكن تركيب آلة التقطيع بالقرب من منطقة الإنتاج أو في ورشة إعادة تدوير مركزية. ومن ثم يمكن تغذية الناتج إلى آلة التكسير لإنتاج حبيبات أصغر حجمًا لإعادة استخدامها أو بيعها.
مكان استخدام آلة التقطيع أحادية المحور في خط إعادة تدوير البلاستيك
خط إعادة تدوير البلاستيك هو سلسلة من خطوات التحضير. وعادةً ما لا تكون آلة التقطيع هي الآلة الأخيرة في الخط؛ بل هي الآلة التي تجعل بقية خط الإنتاج يعمل بشكل أكثر انتظامًا. ويمكن أن تشمل العملية المعتادة عمليات الفرز، والتقطيع، والغسل، والتجفيف، والتحبيب.
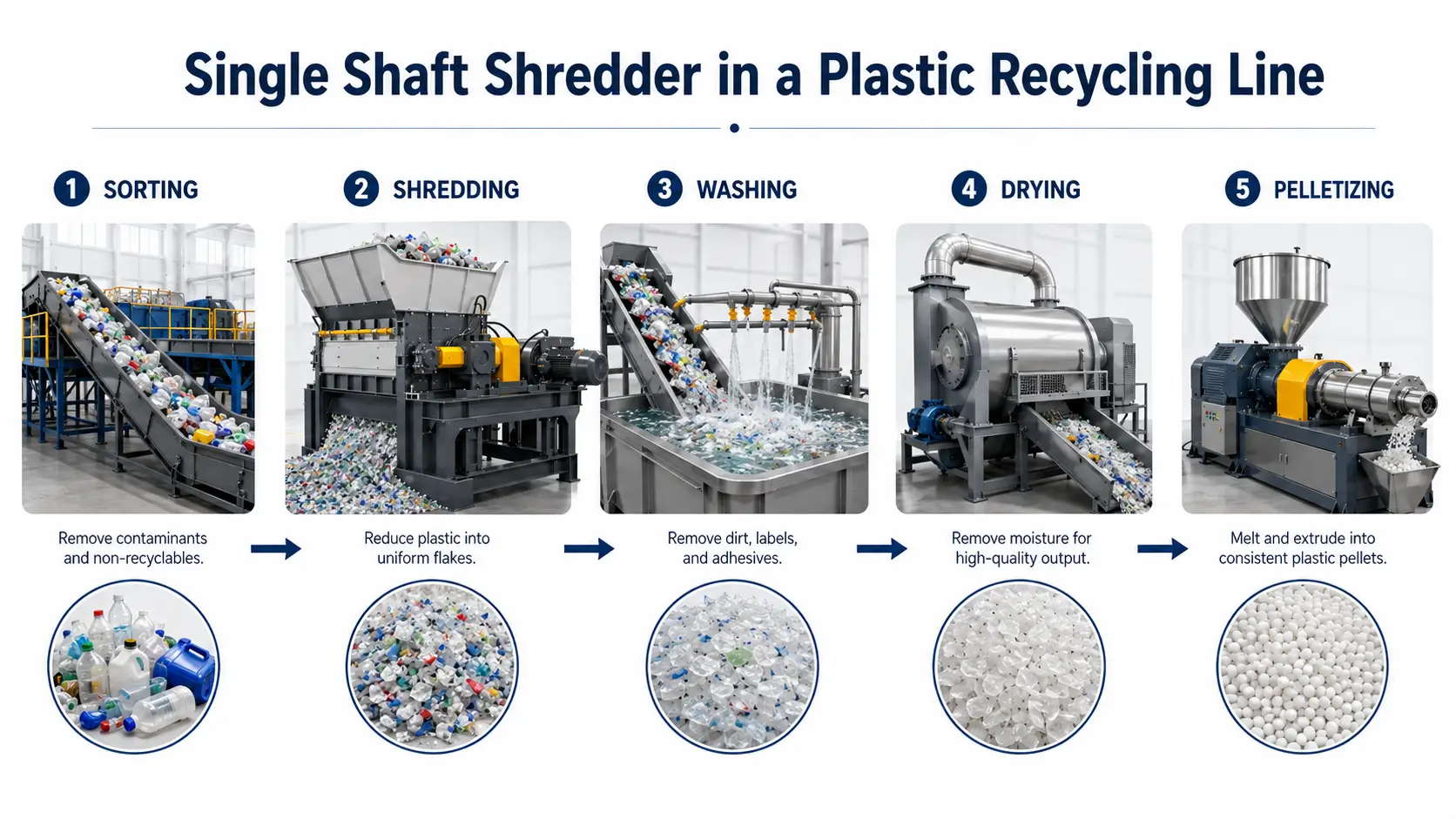
في خط غسل الزجاجات، ينتج عن عملية التقطيع قطعًا تسهل إزالة الملصقات والملوثات منها. في خط إعادة تدوير البلاستيك الصلب، تعمل عملية التقطيع على تقليص حجم البراميل والصناديق والحاويات قبل الغسل والتحبيب. وفي خط إعادة تدوير الأغشية البلاستيكية، قد تغذي آلة التقطيع معدات الغسل والضغط، على الرغم من أنه يجب تكييف التكوين ليتناسب مع المواد اللينة. وفي خط التكوير، تنتج عمليتا التقطيع والتحبيب مادة خام أكثر استقرارًا للآلة البثق.
بالنسبة للمشترين الذين يعملون على إنشاء نظام متكامل، لا ينبغي اختيار آلة التقطيع بمفردها. بل يجب اختيارها بالتزامن مع تخطيط خط النقل، وعملية الفصل المغناطيسي، ومتطلبات الغسل، ومعالجة المياه، وطريقة التجفيف، وحجم آلة التحبيب، وسعة آلة التكوير، والهدف المرجو من جودة المنتج النهائي. يمكنك أيضًا الاطلاع على محور آلة التقطيع أحادية المحور للاطلاع على أدلة الاستخدام والشراء ذات الصلة.
آلة التقطيع أحادية المحور مقابل آلة التقطيع ثنائية المحور مقابل كسارة البلاستيك
يقوم العديد من المشترين بمقارنة هذه الآلات لأن جميعها قادرة على تقليص حجم البلاستيك. ومع ذلك، فهي ليست قابلة للتبادل. وقد يؤدي اختيار الآلة غير المناسبة إلى ضعف التغذية، أو ارتفاع معدل التآكل، أو عدم استقرار الإنتاج، أو حدوث انسداد في المراحل اللاحقة من العملية.
| نوع الآلة | أفضل استخدام | التحكم في الإخراج | تطبيق نموذجي للبلاستيك |
|---|---|---|---|
| آلة التقطيع أحادية العمود | التفتيت المتحكم فيه للمواد البلاستيكية الضخمة أو غير المنتظمة الشكل | جيد، نظرًا لحجم الشاشة | زجاجات، براميل، صناديق، أنابيب، كتل، مخلفات الإنتاج |
| آلة التقطيع ذات العمود المزدوج | التقطيع الأولي الخشن وتقليل الحجم | أقل، ما لم تليها مرحلة أخرى | النفايات المختلطة الكبيرة الحجم، فتح البالات، التكسير الأولي |
| كسارة / آلة تحبيب البلاستيك | تفتيت القطع التي يمكن التعامل معها بالفعل إلى أحجام أصغر | مناسب للأعلاف النظيفة والصغيرة الحجم | إنتاج المواد المعاد طحنها، مخلفات الحقن، الرقائق المقطعة مسبقًا |
هناك قاعدة عملية بسيطة: استخدم آلة التقطيع أحادية العمود عندما تحتاج إلى تفريغ منظم للنفايات البلاستيكية الضخمة. استخدم آلة التقطيع ذات المحورين عندما تكون المواد ضخمة للغاية أو مختلطة، ولا يتطلب الأمر سوى التقطيع الأولي الخشن. استخدم الكسارة أو آلة التحبيب عندما تكون المواد المدخلة صغيرة بما يكفي بالفعل، ويكون الهدف هو إعادة الطحن بشكل أدق.
كيفية اختيار آلة التقطيع أحادية المحور المناسبة لإعادة تدوير البلاستيك
يتم تحديد النموذج الأمثل بناءً على متطلبات المواد وعملية التصنيع. ولا ينبغي للمورد أن يقدم عرض أسعار بناءً على اسم الآلة فقط. فالعرض الموثوق يجب أن يتضمن استفسارات حول نوع البلاستيك الذي سيتم معالجته، وحجم المواد الواردة، والسعة المطلوبة في الساعة، وحجم المخرجات المطلوب، والمعدات التالية التي ستتصل بآلة التقطيع.
1. التأكد من نوع المادة ومستوى التلوث
تختلف خردة حاويات البولي إيثيلين عالي الكثافة (HDPE) النظيفة اختلافًا كبيرًا عن الأغشية الزراعية المتسخة. كما تختلف زجاجات البولي إيثيلين تيريفثالات (PET) التي تحمل ملصقات عن قطع الأنابيب. وتختلف الكتل البلاستيكية عن البراميل المجوفة. تؤثر الشوائب، مثل المعادن والرمل والحجارة وبقايا السوائل أو الملصقات، على تآكل الشفرات وتصميم عملية الغسيل والسلامة. قبل تقديم الطلب، يرجى تجهيز الصور ومقاطع الفيديو والأبعاد وأوزان عينات المواد.
2. تحديد الحجم المستهدف للمخرجات
يؤثر حجم فتحات الغربال بشكل مباشر على حجم المخرجات ومعدل الإنتاجية. فالغربال الأصغر حجمًا يمكنه إنتاج قطع أكثر دقة، لكنه قد يقلل من السعة الإنتاجية. أما الغربال الأكبر حجمًا فيزيد من معدل الإنتاجية، لكنه قد يتطلب مرحلة ثانية لتقليل الحجم. وبالنسبة للعديد من أنظمة إعادة تدوير البلاستيك، فإن الهدف الصحيح ليس الحصول على أصغر حجم ممكن للمخرجات، بل الحجم الذي يتيح تغذية الآلة التالية بكفاءة.
3. مطابقة تكوين الدوار والشفرات
يؤثر قطر الدوار وعدد السكاكين ومواد تصنيع الشفرات وتوزيعها على أداء عملية القطع. تتطلب المواد البلاستيكية الصلبة قوة قطع كبيرة. وقد تحتاج الأغشية البلاستيكية إلى تصميم يمنع الالتفاف. أما الكتل وأجزاء الأنابيب فقد تتطلب هيكل دوار أكثر ثباتًا. تقلل الشفرات المقاومة للتآكل من وتيرة الصيانة، لكن الاختيار الصحيح للشفرات يعتمد أيضًا على مستوى التلوث وساعات التشغيل.
4. النظر في تخطيط عمليات التغذية والتفريغ
قد تكون التغذية اليدوية مقبولة بالنسبة للدفعات الصغيرة، لكن محطات إعادة التدوير الصناعية تحتاج عادةً إلى التغذية بواسطة الناقلات. أما عملية التفريغ، فيمكن أن تتم باستخدام ناقل، أو ناقل لولبي، أو نقل بواسطة منفاخ، أو الإسقاط المباشر في صندوق. ويجب أن يضمن التصميم سلامة المشغلين، ويقلل من الانسكابات، ويتناسب مع المساحة المتاحة في المحطة.
5. تقييم الأتمتة والحماية
تعد الحماية من الحمل الزائد، والانعكاس التلقائي، والسلامة الكهربائية، والتحكم في الدافع، وسهولة الوصول لأغراض الصيانة عوامل مهمة لضمان التشغيل المستمر. وغالبًا ما تعمل محطات إعادة تدوير البلاستيك في نوبات طويلة، لذا فإن فترات التوقف عن العمل وسهولة الوصول لأغراض الصيانة قد تكون بنفس أهمية السعة الإسمية.
القيمة التشغيلية: لماذا يساهم التقطيع في تحسين الجدوى الاقتصادية لإعادة التدوير
آلة التقطيع ليست مجرد تكلفة لآلة. إنها استثمار في استقرار العملية. فعندما يكون الناتج متسقًا، تعمل الناقلات بسلاسة أكبر، وتتلقى أنظمة الغسيل موادًا أكثر ثباتًا، وتتجنب آلات التحبيب التغذية بمواد أكبر من الحجم المسموح به، وتتلقى آلات التكوير خردة معدة بشكل أكثر اتساقًا. وهذا من شأنه أن يقلل من العمالة، والقطع اليدوي، وانقطاعات التغذية، والضغط على المعدات في المراحل اللاحقة.
تبلغ القيمة الاقتصادية ذروتها عندما تتعامل المنشأة مع مواد يصعب إدخالها مباشرةً في آلة التقطيع: البراميل، والصناديق، والأنابيب، وخردة المقاطع المعدنية، والكتل، والبلاستيك الصلب المختلط. في هذه الحالات، يمكن لآلة التقطيع أن تزيد من إجمالي وقت تشغيل الخط، حتى لو أضافت مرحلة معالجة إضافية. أما بالنسبة لخردة الإنتاج النظيفة، فقد تنبع القيمة من تسريع عملية إعادة التدوير الداخلية وتقليل الاستعانة بمصادر خارجية لمعالجة الخردة.
للحصول على تقدير عملي لعائد الاستثمار، ينبغي على المشترين ألا يقتصر حسابهم على سعر الآلة فحسب. بل يجب أن يشملوا التوفير في تكاليف العمالة، وقيمة البلاستيك المسترجع، وانخفاض تكاليف التخلص من النفايات، وحماية آلة التقطيع، واستهلاك الشفرات، والكهرباء، ووقت الصيانة، وتغيير الشبكات، وساعات التشغيل المتوقعة. وإذا كان من الممكن بيع المواد المقطعة أو إعادة استخدامها بقيمة أعلى من الخردة غير المعالجة، فيمكن تحسين فترة استرداد التكلفة بشكل كبير.
نقاط الصيانة الخاصة بآلات التقطيع المستخدمة في إعادة تدوير البلاستيك
تبدو عملية تقطيع البلاستيك بسيطة من الخارج، لكن الصيانة هي التي تحدد الأداء على المدى الطويل. وأهم الأجزاء التي يجب فحصها هي الشفرات، والسكاكين الثابتة، وحالة الغربال، ومحامل الدوار، وحركة الدافع الهيدروليكي، وزيت علبة التروس، وحمل المحرك، والحماية الكهربائية، ومسافة التفريغ. كما يجب على المشغلين الانتباه إلى أي لف للمواد، أو اهتزازات غير عادية، أو انخفاض في الإنتاج، أو زيادة في استهلاك الطاقة.
يعتمد تآكل الشفرات بشكل كبير على تلوث المواد. فخردة المصانع النظيفة أقل إجهادًا للشفرات مقارنةً بالبلاستيك المستهلك الذي يحتوي على الرمل أو الحجارة أو المعادن. ويمكن أن يقلل الفرز الجيد وإزالة المعادن قبل التقطيع من تلف الشفرات. كما أن الفحص المنتظم للشبكات أمر مهم أيضًا، لأن الشبكات المسدودة أو التالفة يمكن أن تغير حجم المخرجات وتقلل من السعة.
قائمة مراجعة للمشتري قبل طلب عرض الأسعار
- نوع المواد: PET، HDPE، PP، أغشية PE، PVC، الأنابيب، المقاطع، الكتل البلاستيكية أو النفايات البلاستيكية المختلطة.
- شكل المادة: زجاجة، برميل، صندوق، لفة فيلم، قطعة أنبوب، كتلة، بالة، أو خردة سائبة.
- الحجم الأقصى للتغذية والكثافة الظاهرية المتوسطة.
- السعة المطلوبة في الساعة أو في كل نوبة عمل.
- الحجم المستهدف للإنتاج والمعدات التابعة.
- مستوى التلوث: سائل، ملصق، معدن، رمل، حجر أو بوليمرات مختلطة.
- ساعات العمل اليومية ومستوى الأتمتة المطلوب.
- المساحة المتاحة في المحطة، وطريقة التغذية، واتجاه التصريف.
- المعايير الكهربائية المحلية ومتطلبات السلامة.
- شفرات احتياطية، ومجموعات شبكات، وأدوات الصيانة.
إذا كنت تعرف هذه التفاصيل بالفعل، فيمكنك إرسالها عبر آلة تمزيق النفايات صفحة فئة المنتج أو الاطلاع على آلة تقطيع البلاستيك صفحة للاطلاع على خيارات أوسع في مجال معالجة البلاستيك.
ملخص: متى تكون آلة التقطيع ذات المحور الواحد هي الخيار الأمثل؟
تُعد آلة التقطيع ذات المحور الواحد الخيار الأمثل عندما يتطلب مشروع إعادة تدوير البلاستيك عملية تقليص الحجم بشكل متحكم فيه، وتغذية مستقرة، وإعدادًا أفضل للمعالجة اللاحقة. وهي مناسبة للغاية للبلاستيك الصلب، والحاويات المجوفة، والكتل البلاستيكية، ونفايات الإنتاج، والبراميل، والصناديق، والأنابيب، والمقاطع التشكيلية. كما يمكنها معالجة أنواع محددة من البلاستيك اللين عند تهيئتها بشكل صحيح.
بالنسبة لمحطات إعادة تدوير البلاستيك، لا تكمن القيمة الرئيسية في مجرد تقطيع البلاستيك إلى قطع أصغر فحسب. بل تكمن القيمة الحقيقية في توفير تدفق مستقر للمواد يمكن لمعدات الغسل والفصل والتحبيب وتكوين الحبيبات معالجته بكفاءة. ولهذا السبب تُستخدم هذه الآلة عادةً كمرحلة تحضيرية أساسية في أنظمة إعادة تدوير البلاستيك الصناعية.
عند اختيار آلة ما، يجب البدء بالنظر إلى المواد ومتطلبات خط الإنتاج، وليس فقط اسم الآلة. تأكد من حجم المواد المدخلة، وخصائص المواد، وحجم المواد الناتجة، والسعة، وفتحة الغربال، وتكوين الدوار، ومواد الشفرات، والمعدات التالية في خط الإنتاج. يمكن لآلة التقطيع أحادية المحور التي يتم اختيارها بشكل صحيح أن تحسّن استقرار خط الإنتاج، وتحمي الآلات التالية في الخط، وتساعد في تحويل النفايات البلاستيكية إلى مواد قابلة لإعادة الاستخدام.
الأسئلة الشائعة: آلة التقطيع أحادية المحور لإعادة تدوير البلاستيك
هل يمكن لآلة التقطيع ذات المحور الواحد معالجة زجاجات البولي إيثيلين تيريفثالات (PET)؟
نعم. يمكن لآلة التقطيع ذات العمود الواحد معالجة زجاجات البولي إيثيلين تيريفثالات (PET) وتقطيعها إلى قطع مناسبة للغسل وإزالة الملصقات ومعالجة الرقائق. وقد تحتاج الخط النهائي إلى عمليات الفرز والغسل والفصل لإنتاج رقائق PET نظيفة.
هل آلة التقطيع ذات المحور الواحد مناسبة للبراميل والحاويات المصنوعة من البولي إيثيلين عالي الكثافة (HDPE)؟
نعم. تُعد حاويات وزجاجات وبراميل البولي إيثيلين عالي الكثافة (HDPE) من الاستخدامات الشائعة. ويجب أن تتوافق مواصفات الآلة مع حجم الحاوية وسماكة جدرانها ومستوى التلوث وحجم الإنتاج المستهدف.
هل يمكنها تقطيع الأغشية البلاستيكية؟
ويمكنها معالجة أنواع محددة من الأغشية البلاستيكية وأغشية البولي إيثيلين والأكياس المنسوجة، لكن المواد البلاستيكية اللينة تتطلب ضبطًا دقيقًا للدوار والدافع والغربال لتقليل الالتفاف والتكتل. كما قد تتطلب الأغشية الزراعية المتسخة معدات خاصة للغسل وإزالة الماء.
ما الفرق بين آلة التقطيع ذات المحور الواحد وآلة تكسير البلاستيك؟
تُعد آلة التقطيع أحادية المحور خيارًا أفضل للنفايات البلاستيكية الضخمة أو المجوفة أو غير المنتظمة الشكل، وهي تستخدم دوارًا منخفض السرعة مزودًا بنظام تغذية هيدروليكي ونظام تحكم في الغربال. أما آلة تكسير البلاستيك أو آلة التحبيب، فهي عادةً ما تكون خيارًا أفضل للقطع الأصغر حجمًا والأكثر نظافةً وسهولة في التعامل معها، والتي تتطلب إعادة طحن أكثر دقة.
ما هو حجم المخرجات التي يمكن أن تنتجها آلة التقطيع ذات المحور الواحد؟
يعتمد حجم المنتج بشكل أساسي على فتحة الغربال، وتكوين الدوار، وسلوك المادة. ففتحات الغربال الأصغر حجماً توفر منتجاً أكثر تحكماً، لكنها قد تقلل من معدل الإنتاج. ويجب أن يتناسب حجم المنتج المناسب مع العملية التالية، مثل الغسل أو التحبيب أو التكوير.
كيف أختار الطراز المناسب؟
قم بإعداد صور المواد، والحجم الأقصى للإدخال، والسعة المستهدفة، والحجم المطلوب للإخراج، ومستوى التلوث، وساعات العمل، وتفاصيل المعدات التالية في خط الإنتاج. وبذلك يمكن للشركة المصنعة أن توصي بتكوين الدوار، والشفرات، والمحرك، والغربال، ونظام التغذية والتفريغ.
المراجع ومصادر البيانات المفيدة
- منظمة التعاون الاقتصادي والتنمية (OECD): التلوث البلاستيكي يتزايد بلا هوادة في ظل قصور إدارة النفايات وعمليات إعادة التدوير
- برنامج الأمم المتحدة للبيئة: نظرة عامة على التلوث البلاستيكي وبيانات التسرب
- وكالة حماية البيئة الأمريكية (EPA): بيانات خاصة بمواد البلاستيك
- منظمة «بلاستيكس يوروب»: «البلاستيك – حقائق سريعة 2024»
