welcome to Yuxi metal recycling
 English
English

 EnglishEnglishEnglish
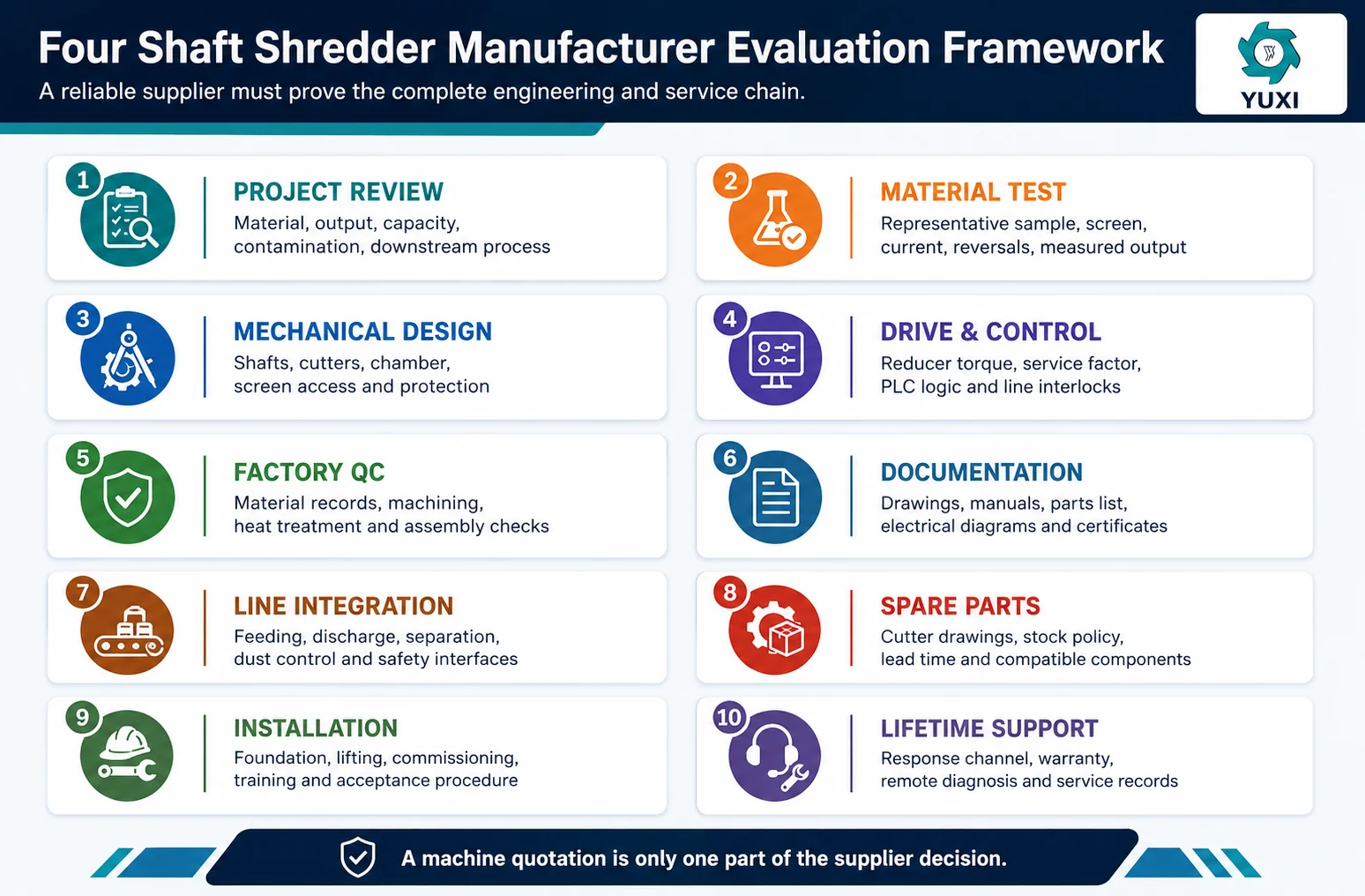
EnglishEnglishEnglishCompare manufacturers by application engineering, material testing, cutter and drive design, factory quality control, documentation, spare parts and long-term support—not by motor power or purchase price alone.

Choose a four shaft shredder manufacturer that can explain the complete engineering chain from material behavior to cutter design, screen opening, shaft torque, control logic and downstream equipment. Ask for a representative material test, a written test protocol, detailed technical drawings, purchased-component models, spare-parts information and a clear commissioning scope. A low quotation is not a saving if the supplier cannot prove capacity under your screen and material conditions or support the machine after shipment.
A four-shaft shredder is not a standard catalogue item like a small electric motor. Two suppliers might quote machines with similar chamber widths and installed power, but offer very different cutter stacks, shaft diameters, reducer service factors, screen systems, bearing protection, and after‑sales arrangements. These differences may not be obvious on the first comparison sheet, yet they determine whether the machine runs steadily when actual material is fed.
This is why selecting a four shaft shredder manufacturer is a broader decision than selecting a model. You are choosing the team that interprets your waste stream, converts it into an engineering duty, controls manufacturing quality, proves performance and supports the machine after it has crossed an ocean. A strong factory can still make the wrong machine if the application review is weak. A knowledgeable salesperson can still create project risk if the factory does not control shafts, cutters and documentation.
The following manufacturer guide is aimed at overseas recyclers, industrial waste processors, project investors, and procurement teams. It centers on the evidence buyers should request before order placement, and the practical checks that distinguish a serious supplier from one that merely provides quotations.
The physical machine is only the visible part of the purchase. The full deliverable should include five connected layers:
The supplier must understand what arrives at the hopper, how it changes by day or season, which contaminants are credible and what the downstream process can accept. A description such as “mixed industrial waste” is not enough. The manufacturer should turn photos, videos, size ranges, bulk density, moisture and material percentages into a defined shredding duty.
The material duty then determines chamber size, shaft arrangement, cutter thickness, hook profile, cutter steel, screen opening, bearing layout, reducer torque and feeding method. The value is not in offering many options; it is in explaining why the chosen combination is suitable.
A good drawing still needs correct material, machining, heat treatment, assembly and inspection. Shaft journals, cutter interfaces, bearing seats and chamber alignment must be controlled. Purchased reducers, motors, bearings, PLCs and electrical devices must match the approved list.
The supplier should prove the configuration under agreed conditions. That may be a material test, a reference installation, a previous test using a genuinely comparable feed or a combination of these. A short video showing a clean sample being cut is useful, but it is not a capacity guarantee.
Four shafts mean many cutters, spacers, seals and interfaces. The buyer needs drawings, manuals, PLC backup, spare-parts identification, maintenance instructions and a clear route for technical support. A machine without documentation can become dependent on one salesperson who may no longer be available when parts are needed.
These business types are not automatically good or bad. The risk comes from misunderstanding who controls which part of the project.
A direct manufacturer controls the core machine design and assembly and may manufacture shafts, cutters or chambers internally or through managed specialist suppliers. The advantage is direct technical communication and better access to drawings and production records. The limitation is that some factories are strong at machine building but weak at complete-line engineering or overseas project management.
A trading company purchases equipment from one or more factories and manages sales, documentation and export. A capable trader may communicate well and consolidate several machines into one shipment. The buyer should still know the actual factory, confirm who owns the design and obtain a written commitment for parts and technical support.
An integrator designs the complete process: conveyors, shredder, separation, dust control, electrical interlocks and product handling. The integrator may manufacture the shredder or source it. This model is useful when line responsibility matters more than buying individual machines. The contract must define who carries performance responsibility when the shredder and downstream system come from different companies.
Do not reject a supplier only because some components are outsourced. Industrial machinery commonly uses specialist heat-treatment, reducer, motor and control suppliers. The critical issue is whether the seller controls specifications, incoming inspection, traceability and final responsibility.
Supplier comparison becomes unreliable when each factory is solving a different problem. One quotation may assume dry plastic drums with a 60 mm screen. Another may assume mixed e-waste with a 30 mm screen. Their capacities and prices cannot be compared even when both proposals carry the same model label.
Create one project data sheet and send the same version to every supplier. It should include:
The separate how to choose a four shaft shredder guide explains how these inputs change cutter, screen and drive selection. For manufacturer due diligence, the important point is consistency: every bidder should respond to the same material and performance definition.
Listen to the questions before judging the answer. A serious engineer asks about the hardest normal object, contamination, downstream inlet limit and daily duty. A weak supplier moves directly from “material name” to “motor power.” Ask the engineer to explain what part of your feed controls cutter strength, what part controls the screen and what part controls capacity.
Credible suppliers do not force every project into a four shaft design. Rough volume reduction may be better served by a double shaft machine. Heavy structural steel may require a dedicated metal system. Whole tires at high tonnage normally belong in a tire-specific line. A manufacturer that explains these limits protects both parties from an unsuitable sale.
Testing should be more than a demonstration. It should use representative feed, an agreed screen and enough run time to observe engagement, current, reversals, screen behavior and output. SSI publicly identifies on-site demonstration testing and parts/service as parts of its solution capability, while UNTHA describes monitored test-centre trials with written protocols, photos, videos and machine recommendations. These are useful benchmarks for what evidence-oriented testing can look like. SSI’s capability overview and UNTHA’s test-centre process show why testing is part of manufacturer evaluation, not an optional sales video.
The quotation should identify chamber opening, shaft arrangement, cutter thickness, cutter material, hook profile or drawing reference, screen opening, motor and reducer models, shaft speed or reduction ratio, bearing type and control functions. “Heavy duty” is not a specification.
Ask who controls cutter steel, heat treatment and dimensional inspection. Hardness alone is not enough: high hardness can improve wear resistance but reduce toughness if the material or process is wrong. The shaft-cutter connection must carry repeated torque without fretting or excessive play. Replacement cutters should be traceable to an approved drawing, not copied from a sample after wear.
The screen is a high-contact component. Confirm how it is supported, opened, removed and replaced. Check whether a damaged section can release oversize material. Ask how operators safely clear wrapped film or trapped metal. UNTHA’s published four-shaft updates highlight faster screen change and fewer wear parts, showing that maintainability is a genuine design criterion rather than a cosmetic feature. Its RS design update provides a useful reference point.
Motor power should be connected to reducer ratio, rated output torque, service factor, cutter diameter and shaft speed. Ask what triggers reverse, how many attempts occur and what happens to the feed conveyor during overload. A machine that reverses continuously may be protected, but it is not producing stable capacity.
Useful records include material certificates, heat-treatment reports, shaft and bearing-seat inspection, cutter dimensional checks, weld inspection where required, fastener torque records, electrical checks and no-load test sheets. Buyers do not need a folder of irrelevant certificates; they need records linked to the serial number and critical components.
A four shaft shredder often feeds magnetic separation, eddy-current separation, air classification, granulation, washing or baling. The manufacturer should confirm conveyor width and speed, discharge surges, separator loading, full-bin signals and start/stop interlocks. In a complete waste metal shredding and recycling system, unclear interface responsibility can cause more trouble than the shredder itself.
Request a preliminary document list before the order. Typical deliverables include general arrangement, foundation loads, lifting points, electrical single-line diagram, wiring diagram, PLC and HMI backup, lubrication schedule, maintenance manual, parts list and recommended spares. Check that manuals are written for the supplied configuration rather than copied from a generic model.
Ask which parts are stocked, which are made to order and which are standard international components. Request drawing numbers, recommended first-year quantities and realistic lead times. Established manufacturers treat parts availability as a lifecycle service; UNTHA, for example, explicitly links matched spare parts and service support to machine availability. Its spare-parts policy illustrates the level of clarity buyers should seek from any supplier.
Clarify whether the price includes remote guidance, on-site commissioning, travel costs, operator training and performance testing. Define the support channel and expected first response. A warranty is less useful when every failure requires weeks of debate about whether the problem is mechanical, electrical or operational.
The quality of the supplier’s questions is one of the fastest early filters. Expect questions such as:
A supplier does not need every answer on the first call. It should identify which unknowns prevent a reliable selection and propose how to resolve them through samples, measurements, tests or conservative design assumptions.
Testing is the strongest bridge between sales claims and purchase acceptance, but only when the test resembles the intended duty.
Do not send only clean, easy pieces. Include the normal mix, maximum regular size, moisture and credible contamination. If shipping the full stream is difficult, document what has been removed and how that may affect the result.
Record cutter layout, screen opening, shaft speed, feeding method and any pre-treatment. A result obtained with a 60 mm screen cannot prove capacity for a 30 mm screen. A hand-fed test cannot automatically prove loader-fed production.
Record test batch weight, actual cutting time, idle time, manual intervention, motor current, overload reversals and remaining material in the chamber. Peak throughput from the easiest minute is not the same as stable hourly output.
Measure more than average piece width. Check long strips, oversize rate, unopened items and whether the output feeds the next separator or granulator. A technically smaller product can still be unsuitable if it forms wrapped bundles or thin curled sheets.
The protocol should identify material, configuration, conditions, results, photos and limitations. It should also state whether the recommended production model is identical to the test machine or how it will be scaled.

A factory visit is useful, but a guided tour of painted machines is not an audit. Ask to follow one machine from engineering release through machining, assembly, electrical testing and packing. When travel is not practical, use a live video audit or an independent inspection company.

Rebuild each quotation into one comparison table. Do not rely on the supplier’s model summary.
| Comparison Item | What Must Be Stated | Why It Changes the Result |
|---|---|---|
| Material basis | Composition, size, density, contamination and moisture | Without the same feed assumption, capacity and wear cannot be compared. |
| Output basis | Screen opening and acceptable oversize or long-piece rate | Smaller screens normally reduce capacity and increase recutting. |
| Cutting chamber | Clear opening, usable length and hopper throat | External machine size does not show the real feeding area. |
| Cutter system | Thickness, hook profile, material, heat treatment and quantity | These affect grabbing, strength, output shape, wear and spare cost. |
| Shafts and bearings | Material, diameter or drawing reference, bearing and sealing arrangement | They carry torque and must resist contamination entering from the chamber. |
| Drive | Motor, reducer model, ratio, service factor and shaft speed | Installed kilowatts alone do not show usable torque or shock margin. |
| Screen system | Opening, plate material, support and change method | The screen controls output, load, downtime and maintenance safety. |
| Controls | PLC/HMI brand, overload sequence, sensors and interlocks | Control logic determines how the machine reacts to real mixed waste. |
| Included equipment | Hopper, conveyors, magnet, guards, platform and cables | A low machine price may exclude required line components. |
| Services | Installation, commissioning, training, travel and response method | Scope gaps become unplanned site cost after delivery. |
| Spares | Itemized quantities, drawings, lead time and price validity | First-year uptime depends on more than the machine warranty. |
| Acceptance | Test method, capacity conditions, output target and documents | Clear acceptance terms reduce disputes at the factory and site. |
When two bids remain difficult to compare, ask each supplier to mark every assumption and exclusion. The best quotation is often not the longest. It is the one that makes technical responsibility visible.
Price differences do not automatically prove that one supplier has excessive margin or that another offers better value. Legitimate cost differences include:
The four shaft shredder price guide covers these equipment-cost drivers in more detail. In a manufacturer comparison, normalize scope first and negotiate price second.
Plastic drums, e-waste, RDF and light metal may share a machine family, but their cutter and screen requirements are not identical.
A four shaft machine can show very different capacity with 30 mm and 80 mm screens. A capacity claim without this basis is not comparable.
Brand alone is not everything, but the buyer must know what is installed and what replacements are available.
Ask for longer uncut footage, current display, actual weighing and inspection of the output. Better still, witness the test live.
This may indicate uncontrolled sourcing or future dependence on copying worn parts.
A larger motor or chamber is not a complete response to a failed test. The supplier should explain what caused the problem and what design change resolves it.
Wear parts are normally excluded, but failures involving shafts, reducers, bearings, seals and overload events need a defined investigation and responsibility process.
Electrical and safety requirements depend on destination and scope. Ask which standard, which component, which document and who performs conformity assessment.
Request the final document list as a contractual deliverable. A practical package may include:
For wear parts, ask for a three-level plan:
Sensors, fuses, seals and small parts that could stop start-up.
Selected cutters, spacers, screen sections, bearings and critical fasteners based on the expected duty.
Parts that are unlikely to fail but take a long time to manufacture or import, such as special shafts, couplings or reducer components.
Confirm how remote diagnosis works. The supplier should be able to review alarms, current history, photographs, video and control settings before recommending parts. Sending a replacement component without identifying the cause can lead to a second failure.
Overseas projects add interfaces that domestic reference installations may not show.
Confirm voltage, frequency, earthing, enclosure rating, cable responsibility and the language used on the HMI and drawings. Ask whether the plant’s electrical contractor receives termination drawings before the machine arrives.
The general arrangement should show foundation loads, anchor points, screen-removal space, shaft-lifting route, reducer access and platform requirements. A shredder can fit into the building while leaving no space for a major service.
Clarify whether the machine is shipped assembled, split into modules or open-top loaded. Define corrosion protection and storage conditions if civil work is delayed.
List what the buyer must complete before the technician arrives: foundation, power, lubrication, conveyors, guards, test material, lifting equipment and operators. Define travel, visa, accommodation, working days and interpretation costs.
Factory testing proves machine function under factory conditions. Site acceptance confirms line integration. Use the same agreed material definition where possible and separate shredder performance from delays caused by unready feeding or downstream equipment.
Customization is useful when it solves a documented process requirement. Examples include:
Customization is not valuable when it means undocumented one-off changes made during assembly. Each custom feature should have a drawing revision, technical reason, inspection method and spare-parts plan.
The current YUXI product framework positions the four shaft shredder for bulky waste, e-waste, plastic drums, RDF/SRF, light metal scrap and mixed industrial material where screen-controlled output is needed. The product page explains that final configuration should follow material, output, capacity and downstream requirements rather than motor power alone.
Before recommending a model, the useful project information includes:
YUXI’s published product information also lists project-specific cutter, screen, drive, PLC and conveyor options, together with installation guidance, operator training and technical support. Buyers should still use the same due-diligence process described in this guide: confirm the proposed configuration, witness or document testing where needed, freeze the technical scope and agree on acceptance and spare parts before production.
The four shaft shredder working principle guide explains the upper/lower shaft and screen-controlled recirculation logic in detail.
Copy and complete the following structure when contacting suppliers:
Material: [components and approximate percentages]
Normal / maximum size: [dimensions and weight of largest dense object]
Bulk density: [kg/m³ or measured container volume and weight]
Contamination: [metal, wire, sand, glass, liquid, batteries, etc.]
Required output: [screen target plus acceptable oversize / long-piece condition]
Capacity: [average t/h, peak feed and tons per shift]
Duty: [hours/day, shifts/day and days/year]
Feeding method: [conveyor, grab, loader or manual]
Downstream process: [separator, granulator, washing, baler, etc.]
Power supply: [voltage, phase and frequency]
Required scope: [machine, conveyors, magnet, platform, dust control, installation]
Required evidence: [material test, reference, drawings, component list and test report]
Ask the supplier to return a technical-deviation list. This forces hidden assumptions to appear before the order rather than during commissioning.
| Category | Suggested Weight | Evidence to Score |
|---|---|---|
| Application engineering | 20% | Quality of questions, assumptions and configuration explanation |
| Material test / references | 15% | Representative data, protocol and comparable installations |
| Mechanical and drive design | 15% | Transparent cutter, shaft, reducer, screen and bearing proposal |
| Factory quality control | 10% | Traceability, inspection and serial-number test records |
| Line integration | 10% | Defined conveyor, separator, safety and control interfaces |
| Documentation | 10% | Drawings, manuals, PLC backup and parts identification |
| Spare parts and service | 10% | Stock policy, lead times, remote support and commissioning scope |
| Commercial clarity | 5% | Complete inclusions, exclusions, payment and warranty terms |
| Price | 5% | Normalized total project cost after all scope differences |
The weights can be adjusted, but price should not dominate before the technical scope is normalized. A five-percent purchase saving is small compared with months of reduced capacity or an unavailable cutter set.
The strongest four shaft shredder manufacturer is not necessarily the largest company or the supplier with the longest model list. It is the supplier that understands your material, makes its assumptions visible, provides a configuration that can be inspected and tested, and remains capable of supporting the machine after delivery.
Shortlist suppliers only after issuing one project data sheet. Compare the complete technical scope. Test representative material when the feed is mixed or uncertain. Audit the factory records that matter. Freeze the tested or approved configuration. Put output, capacity conditions, documentation, spares and commissioning into the contract.
This process takes more effort than comparing three prices, but it is far less expensive than discovering after installation that each supplier quoted a different machine for a different interpretation of the project.
Send your material photos or video, input size, output requirement, capacity, working hours and downstream process. YUXI can prepare a project-specific configuration for technical and commercial comparison.
Ask to see engineering drawings, current production, machining or assembly records, serial-number test sheets and the legal company named on the contract. Confirm which parts are made internally, which are outsourced and who owns the design and spare-parts drawings.
No. A capable integrator or trader may manage complete-line responsibility and export communication well. The important point is knowing the actual factory, technical responsibility, document ownership and after-sales route.
At minimum, it should confirm the material basis, output target, proposed chamber, cutter and screen, drive concept, expected capacity conditions, included equipment, documentation, spares and service scope.
Testing is strongly recommended for mixed, abrasive, unusual or high-value projects. Use representative material and agree on the cutter, screen, feeding method, weighing method and output evaluation before the test.
Compare capacity only when the material, screen opening, output acceptance, feeding method and net operating-time definition are the same. Otherwise the numbers describe different tests.
Request certificates relevant to your contract and destination. More important than a large certificate list is traceability between the delivered machine, critical materials, purchased components, inspection records and required conformity documents.
The package depends on duty and shipping lead time, but may include selected cutters, spacers, screen sections, seals, bearings, sensors, fuses and critical fasteners. Ask for itemized part numbers and future lead times.
Differences may come from shaft and reducer margin, cutter material, screen design, component brands, conveyors, controls, testing, documentation, spare parts, installation and warranty. Normalize the scope before comparing price.
Choosing a supplier before defining the material, output and acceptance conditions. When the project basis is unclear, each manufacturer quotes a different solution and the lowest price becomes meaningless.

Get in touch with our nice team today to get a price estimate for a shredder machine.
Contact Us