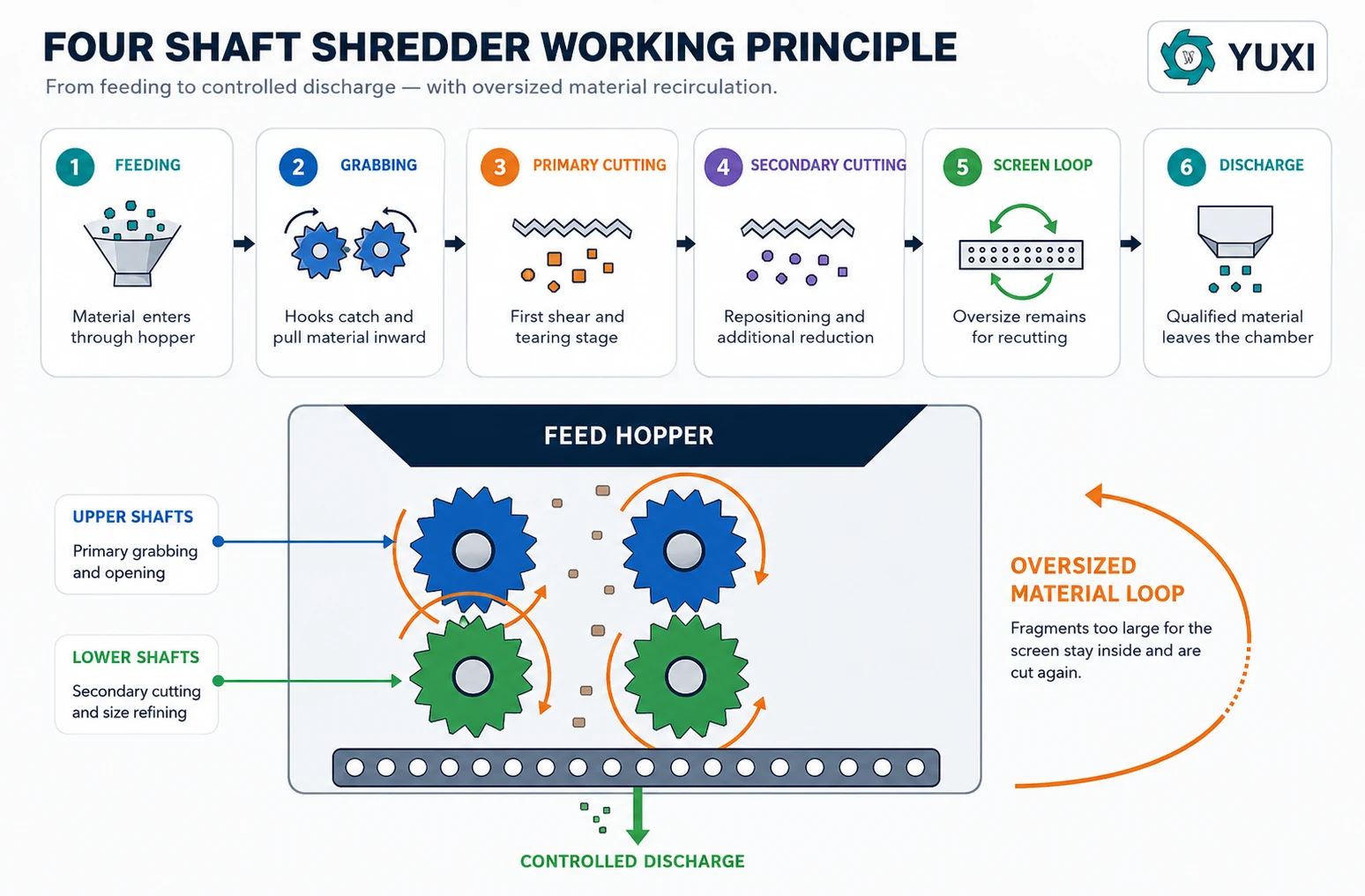
تتبع مسار المواد من قادوس التغذية مرورًا بعمليات الإمساك، والقطع الأولي، والقطع الثانوي، وإعادة التدوير، والفرز بالشبكة، والتفريغ النهائي.

A آلة التقطيع بأربعة أعمدة تستخدم أربعة أعمدة قطع منخفضة السرعة لالتقاط المواد الضخمة أو المختلطة وقصها وتفتيتها بشكل متكرر. ووفقًا للتصميم، قد تستخدم الآلة مرحلتين علويتين ومرحلتين سفليتين للقطع، أو عمودين رئيسيين للقطع إلى جانب عمودين ثانويين أو للتنقية. وتبقى المواد التي لا تزال أكبر من فتحة الغربال المحددة داخل الحجرة لمزيد من القطع. وبمجرد أن تصبح قادرة على المرور عبر الغربال، تنتقل إلى ناقل التفريغ أو إلى معدات الفصل التالية.
عندما تختفي المادة أسفل قادوس آلة التقطيع ذات الأربعة أعمدة، فإنها لا تمر ببساطة مرة واحدة بين أربعة سكاكين دوارة لتسقط بعد ذلك على حزام ناقل. فقد يتم ثقب أسطوانة بلاستيكية، ثم تحريرها، وتدويرها، وتقطيعها عدة مرات. وقد تنثني قطعة من الصفائح المعدنية الرقيقة قبل أن تتمزق. وقد يمتد الوقود البديل المستخرج من النفايات (RDF) الغني بالمنسوجات عبر أكثر من قاطع واحد قبل أن ينفصل أخيرًا. وتبقى الشظايا كبيرة الحجم داخل الحجرة لأن الشبكة تمنعها من الخروج.
ويكمن القيمة الحقيقية للآلة في هذا التفاعل المتكرر. توفر الأعمدة الأربعة فرصًا أكثر لالتقاط المواد الصعبة، وتغيير اتجاهها، وكشف حافة جديدة أمام أدوات القطع. ثم تحدد الشاشة شرطًا واضحًا لإنهاء العملية: فلا يمكن للمواد أن تخرج إلا بعد أن تصل إلى الحجم والشكل المناسبين للمرحلة التالية.
لا تقوم جميع الشركات المصنعة بترتيب الأعمدة الأربعة بنفس الطريقة تمامًا. تستخدم بعض الآلات عمودين علويين للإمساك والتكسير الأولي، مع عمودين سفليين للقطع الإضافي. بينما تستخدم تصميمات أخرى عمودين رئيسيين للقطع وعمودين للتفريغ. تختلف المصطلحات، لكن الهدف الهندسي واحد: الحفاظ على التلامس مع المادة المُغذية، ومنع التفريغ المبكر، وإنتاج مادة خاضعة للرقابة من أجل الفصل أو التحبيب أو الغسل أو التعبئة أو تحضير الوقود.
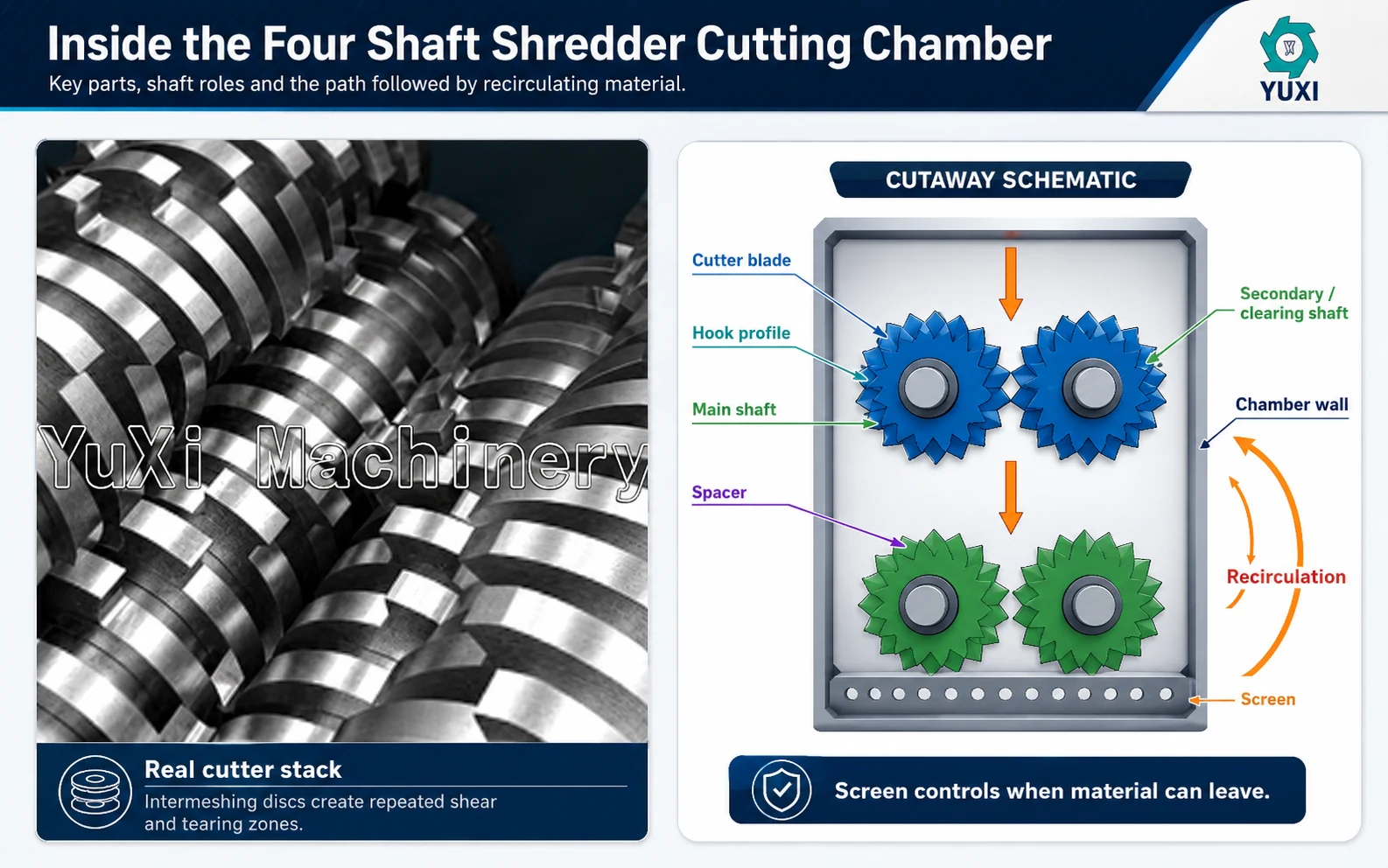
آلة التقطيع ذات الأربعة أعمدة هي آلة صناعية لتقليل الحجم تعمل بسرعة منخفضة وعزم دوران عالٍ، ومزودة بأربعة أعمدة متوازية داخل حجرة قطع واحدة. وتُشكل أدوات القطع المتشابكة عدة مناطق للإمساك والقطع. وعادةً ما يتم تركيب غربال قابل للاستبدال أسفل الأعمدة بحيث تبقى الشظايا التي لا تزال كبيرة الحجم داخل الآلة لخضوعها لدورة قطع أخرى.
تُستخدم هذه الآلة عادةً في الحالات التي لا يكفي فيها التقطيع الأولي الخشن. قد يتعين فتح النفايات الإلكترونية المختلطة قبل إجراء الفصل المغناطيسي وفصل التيارات الدوامة. وقد تحتاج البراميل البلاستيكية إلى حجم تغذية موحد قبل الغسل أو التحبيب. وقد يتطلب تحضير الوقود البديل من النفايات (RDF) تقصير القطع الطويلة قبل الغربلة أو التجفيف أو الاستخدام الحراري. وفي كل حالة، فإن التحكم في الناتج لا يقل أهمية عن الخطوة الأولى.
لا ينبغي اعتبار التصميم ذي الأربعة أعمدة نمطًا ميكانيكيًا موحدًا. فعلى سبيل المثال، تصف شركة “ويما” (WEIMA) الترتيب القياسي بأنه يتألف من عمودين للقطع وعمودين للتنظيف، في حين تستخدم شركات تصنيع أخرى مراحل قطع علوية وسفلية. ولذلك، ينبغي التأكد من الدور الدقيق لكل عمود من خلال الرسم الفني للآلة، بدلاً من الافتراض بناءً على تسمية «أربعة أعمدة». يُعد شرح تصميم الأربعة أعمدة هذا مثالاً مفيداً على تخطيط القطع والتطهير.
تصل المواد إلى الآلة عن طريق حزام ناقل، أو ناقل سلسلي، أو رافعة ذات ذراع خطافي، أو لودر، أو التغذية اليدوية الموجهة. وتدفعها الجاذبية نحو أعمدة القطع، لكن القادوس لا يقتصر دوره على احتواء المواد فحسب؛ فعرض فتحته وزاوية جدرانه يؤثران على اتجاه المواد، وتشكيل الجسور، وحجم كل دفعة تصل إلى منطقة القطع.
عادةً ما تنزلق الصناديق الصلبة والبراميل بسهولة إلى أسفل حتى تستقر أسطحها المسطحة فوق الأعمدة. أما الأغشية والأكياس وشباك الصيد وحزم المنسوجات، فيمكن أن تشكل جسراً فوق الفتحة. وقد ترتد الأغراض البلاستيكية المجوفة أو تدور عندما تلامسها أداة القطع الأولى. ويقوم نظام تغذية مستقر بتحكم دقيق في كمية المواد بحيث تظل الأعمدة محملة دون أن تُغطى بكتلة مفاجئة.
يحتوي كل قرص قطع على خطاف واحد أو أكثر أو أسنان. ومع دوران الأعمدة المتجاورة في اتجاهين متعاكسين، تخترق الخطافات المادة من اتجاهات مختلفة وتشكل نقاط إمساك. وبمجرد أن يخترق أحد الخطافات جدار الأسطوانة أو غلاف الجهاز أو الحزمة المضغوطة، فإن دوران العمود يسحب المادة نحو مركز منطقة القطع.
يُعد هذا الإمساك النشط أحد الأسباب التي تجعل الآلة ذات الأربعة أعمدة قادرة على معالجة المواد الخام الضخمة التي يصعب التعامل معها دون الاعتماد على دافع هيدروليكي واحد مستمر. فالقواطع نفسها هي التي تسحب المواد إلى الداخل. لا تزال بعض المشاريع تستخدم جهاز ضغط أو قادوسًا مزودًا بمكب عندما تكون المواد الواردة خفيفة للغاية أو مرنة أو عرضة للتكتل. في هذه الحالة، يضمن الدافع تثبيتًا مستقرًا؛ ولا ينبغي استخدامه لإجبار الأجسام الثقيلة غير المناسبة على الدخول إلى القواطع.
يحدث أول عملية تقليص فعالة عندما تُحصر المادة بين حواف القاطع الدوارة، والأعمدة المجاورة، وهيكل الحجرة. وتُحدث القواطع قوى قص وتمزيق موضعية. فيتم ثقب الأسطوانة البلاستيكية وتشقيقها. وينشق غلاف جهاز الكمبيوتر. وتُضغط الصفيحة المعدنية المطوية وتُثنى وتُقطع. ويتم شد مادة RDF حتى تنفصل الألياف والأغشية.
يمكن أن تشمل كلمة “التقطيع” عدة عمليات مختلفة. فالآلة لا تكتفي بمجرد طحن كل شيء إلى شظايا. فالمواد المرنة القوية يتم تمزيقها، بينما يتم قص المواد الرقيقة الصلبة. أما البلاستيك الهش فينكسر حول نقطة التلامس. وتنهار الأجسام المجوفة قبل أن يتم قطع جدرانها. ومن المهم فهم هذا السلوك لأن كل إجراء يخلق نمطًا مختلفًا من الأحمال وشكلًا مختلفًا للناتج.
بعد عملية الفتح الأولى، لا تعود المادة تشكل كيانًا واحدًا كبيرًا. بل تتحول إلى خليط متحرك من الشرائح والألواح والكتل والمكونات المنفصلة جزئيًا. ويقوم الزوج الثاني من الأعمدة بإبقاء تلك الأجزاء تتحرك عبر مناطق القطع النشطة، بدلاً من السماح لها بالدوران بحرية فوق الغربال.
في الترتيب العلوي والسفلي، تقوم الأعمدة العلوية بعملية الإمساك والفتح الأولى، بينما تواصل الأعمدة السفلية تقطيع المواد بالقرب من الغربال. في الترتيب القائم على القطع والتطهير، تقوم أعمدة التطهير بإزالة الشظايا من الفراغات بين أقراص القطع ودفعها مرة أخرى نحو مسار قطع فعال. ويهدف كلا النهجين إلى تقليل المناطق الميتة ومنع المواد غير المنتظمة من الانجراف مع أدوات القطع.
لا يُعتبر الشظية التي تصل إلى الجزء السفلي من الحجرة قد اكتمل معالجتها تلقائيًا. فإذا تعذر مرورها عبر الغربال، فإن الحركة المستمرة للعمود ترفعها أو تديرها أو تدفعها مرة أخرى لتتلامس مع القواطع. فتقترب الشظية من اتجاه جديد وتخضع لعملية قطع أخرى.
قد تتكرر عملية إعادة التدوير هذه عدة مرات. وتُعد هذه العملية مفيدة بشكل خاص للألواح المسطحة، والصفائح المطوية، وأغلفة الأجهزة المنزلية، والنفايات المختلطة الضخمة؛ لأن القطع الأول غالبًا ما ينتج عنه قطع طويلة أو غير منتظمة الشكل. ويؤدي تغيير موضع القطعة إلى كشف حافة مختلفة، وتقصير طول القطعة، وتقليل احتمال دخول قطعة كبيرة الحجم إلى الناقل أو الفاصل التالي.
الشاشة ليست شفرة قطع، لكنها جزء فعال من مبدأ التشغيل. فهي تشكل الحد الفاصل بين المواد غير المكتملة والمنتج النهائي المؤهل. وتبقى الشظايا الكبيرة معلقة بالقرب من القواطع، بينما تسقط القطع الأصغر عبر الفتحات.
يصف فرانكلين ميلر الآلات ذات الأربعة أعمدة المزودة بغرابيل فرز قابلة للإزالة، والتي تحتفظ بالمواد حتى تصل إلى الحجم المحدد مسبقًا. وهذا هو الفرق الأساسي بين عملية التكسير المتحكم فيها ذات الأربعة أعمدة وعملية التقطيع الخشن البسيطة. نظرة عامة على نظام المحاور الأربعة كما يوضح كيف تعمل الشاشة بالتزامن مع آلات القطع الدقيقة، بدلاً من أن تعمل كجهاز تصنيف منفصل في مرحلة لاحقة من العملية.
لا تضمن الشاشة مقاس 40 ملم أن تكون كل قطعة مربعًا دقيقًا مقاس 40 × 40 ملم. يمكن للغشاء المرن أن ينثني عبر الفتحة. ويمكن أن يتجعد المعدن الرقيق. ويمكن أن تمر الأقمشة على شكل حزمة غير منتظمة. تحد الشاشة من مسار الخروج المتاح، في حين أن سماكة القاطع وتصميم الخطاف واتجاه المادة والقطع المتكرر هي العوامل التي تحدد الشكل النهائي.
بمجرد مرور الشظايا عبر الغربال، يتم إخراجها عبر مزلق الجاذبية أو الحزام الناقل أو الناقل اللولبي أو أي نظام تفريغ آخر مناسب. وقد تشمل المعدات التالية: الفاصل المغناطيسي، وفاصل التيارات الدوامة، والغرابيل الدوارة، والفاصل الهوائي، وآلة التحبيب، وخط الغسيل، أو آلة التعبئة.
يجب أن يتحمل نظام التفريغ الطفرات القصيرة. فقد تبقى المواد داخل الحجرة لعدة دورات، ثم تخرج بسرعة بمجرد استيفائها لمتطلبات الغربلة. وقد يصبح الناقل الضيق أو البطيء هو العائق الفعلي في الإنتاج حتى عندما تعمل آلة التقطيع بشكل طبيعي.
عادةً ما تدور الأعمدة المتجاورة في اتجاه بعضها البعض عند نقاط السحب الرئيسية. وتنزل خطافات القاطع المتقابلة إلى داخل الحجرة وتسحب المادة بينها. ولو تحرك كلا السطحين في الاتجاه نفسه، لكان من الممكن أن يمر الجسم المسطح فوق القاطع بدلاً من الدخول إلى منطقة القطع.
تستخدم بعض الآلات أشكالًا مختلفة للقطاعات أو سرعات مختلفة على أعمدة مختلفة. فقد يكون أحد الأزواج أكثر قوة في عملية الإمساك، بينما يحافظ الزوج الآخر على مسافة فاصلة ويقوم بإعادة القطع بالقرب من الغربال. كما أن اختلافًا بسيطًا في السرعة يمكن أن يغير نقطة التلامس ويمنع المواد المرنة من الالتفاف حول مجموعة الأعمدة.
يتم فصل أقراص القطع بواسطة فواصل، وتدخل الأقراص الموجودة على العمود المجاور إلى تلك الفراغات. ويشكل هذا التداخل سلسلة من فجوات القطع الضيقة على طول العمود. وتُحصر المادة بين حافة القاطع والقرص المقابل أو الفاصل، مما ينتج عنه حركة تشبه حركة المقص.
ولا تقتصر الميزة على مجرد مضاعفة قوة القطع مقارنةً بالآلة ذات المحورين. فالأعمدة الإضافية توفر المزيد من نقاط التلامس وفرصًا أكثر لقلب الشظايا. فالشريط الطويل الذي يفلت من فجوة قطع ما يمكن التقاطه في الجزء السفلي من الحجرة وتوجيهه من زاوية أخرى.
يحدث القص عندما تنحصر المادة بين حواف القاطع المتجاورة وتتحرك القوى في اتجاهين متعاكسين. ويُعد هذا الأمر مهمًا بالنسبة للصفائح المعدنية الرقيقة، والألواح البلاستيكية، والحاويات، وعلب الأجهزة الإلكترونية. وتؤدي الحواف الحادة والفجوة المُحكَمة إلى قص أنظف؛ بينما تؤدي الحواف البالية إلى زيادة الانحناء والتمزق قبل الانفصال.
يحدث التمزق عندما تمسك الخطافات أجزاء مختلفة من نفس الجسم وتقوم بفصلها عن بعضها. ويشيع حدوث ذلك مع نفايات RDF والأغشية والأكياس المنسوجة والمنسوجات والمطاط والمواد المركبة. يجب أن يمسك الخطاف بعمق كافٍ لمنع انزلاق المادة، لكن الإمساك المفرط القوة قد يؤدي إلى حدوث ذروات عالية في التيار.
قد تتشقق المواد البلاستيكية الهشة والمنتجات الخشبية والأغلفة الصلبة حول نقطة تلامس محددة. تبدأ أدوات القطع في إحداث الشق، ثم تعمل حركة العمود على توسيع نطاقه عبر المادة. وقد ينتج عن الكسر أشكال متنوعة للغاية حتى عندما يتحكم الغربال في مسار التفريغ الأكبر.
يتم ضغط المادة بين أسطح القواطع والأعمدة والغرفة قبل أن يتم فصلها. يساعد الضغط على انهيار العناصر المجوفة ويولد إجهادًا يدعم عملية القطع. ومع ذلك، فإن آلة التقطيع ذات الأعمدة الأربعة ليست في المقام الأول كسارة ضغط. فالكسر المفرط دون قطع يؤدي إلى إهدار الطاقة وقد يشير إلى أن القواطع غير حادة أو أن شكلها غير مناسب.
تدور المحركات الكهربائية بسرعة أكبر بكثير من أعمدة القاطع. وتعمل علب التروس عالية التحمل على خفض سرعة الدوران وزيادة عزم الدوران القابل للاستخدام في العمود. ويُعد القطع البطيء والمحكوم الناتج عن ذلك أكثر ملاءمة للمواد الضخمة والمختلطة مقارنة بعملية القطع بالصدم عالية السرعة.
توفر السرعة المنخفضة عدة مزايا عملية:
لا تكفي قوة المحرك بالكيلووات وحدها لوصف هذا الأداء. فعزم دوران العمود يعتمد أيضًا على نسبة التخفيض، وسرعة العمود، وقطر القاطع، وكفاءة علبة التروس، ومعامل الخدمة، وعدد الأعمدة التي يتم تحميلها في نفس اللحظة. وقد تستجيب آلتان لهما نفس القدرة المركبة بشكل مختلف تمامًا لنفس الأسطوانة أو غلاف الجهاز.
تحتفظ الفتحات الأصغر حجمًا بكمية أكبر من الشظايا. ويزداد زمن البقاء، مما يتطلب مزيدًا من عمليات التلامس مع القاطع، كما يرتفع عادةً متوسط الحمل على المحرك. والنتيجة هي تفريغ أكثر دقة أو تحكمًا، لكن معدل الإنتاج ينخفض ويزداد تآكل القاطع والمنخل.
تسمح الفتحات الأكبر بحصول الشظايا على الخروج بعد عدد أقل من دورات القطع. وعادةً ما يتحسن معدل الإنتاج ويقل توليد الحرارة، لكن الناتج يحتوي على قطع أكبر حجماً وأحياناً أطول. وقد يكون ذلك مقبولاً في مراحل الفرز المسبق أو التعبئة، لكنه غير مناسب قبل استخدام آلة التقطيع الصغيرة.
قد تؤدي الملصقات المبللة، أو الأقمشة، أو الأغشية البلاستيكية، أو الطين، أو الزيت إلى سد فتحات الشبكة. وعندئذٍ تعمل الآلة كما لو كانت شبكة أصغر حجمًا بكثير مثبتةً: فتبقى المواد داخل الآلة، ويرتفع التيار الكهربائي، ويصبح التفريغ غير منتظم. وقد يخطئ المشغلون في إلقاء اللوم على المحرك أو القاطع، في حين أن المشكلة الحقيقية تكمن في انخفاض المساحة المفتوحة.
تتعرض الشبكة للتآكل المتكرر والصدمات العرضية. وهي تحتاج إلى دعم كافٍ لمقاومة التشوه، لكن يجب أن تكون سهلة الوصول إليها لأغراض الفحص والاستبدال. فقد تؤدي الشبكة التالفة إلى تسرب المواد ذات الحجم الزائد، مما يلغي الميزة الرئيسية لتصميم المحاور الأربعة في العملية.
| المواد | ماذا يحدث داخل الغرفة | التحدي الرئيسي في العمل |
|---|---|---|
| براميل بلاستيكية | تخترق الخطافات الجدار، وتُدمّر الهيكل المجوف، وتمزقه إلى ألواح وشرائح. | قد ترتد الإيقاعات أو تدور أو تتداخل قبل أن يترسخ الإيقاع الرئيسي الأول. |
| النفايات الإلكترونية | تتشقق الأغلفة، فتتسرب تدريجيًا المواد الداخلية من معدن وأسلاك وبلاستيك ولوحات. | تشكل الأجزاء المعدنية المخفية والزجاج والبطاريات مخاطر تتعلق بالصدمات والسلامة. |
| RDF/SRF | يتم شد القطع المرنة بين أدوات القطع، ثم يتم تقصيرها من خلال عمليات التمزيق والقص المتكررة. | يمكن للفيلم والنسيج أن يغطيا السطح؛ حيث تؤدي الرطوبة إلى تغيير الكثافة وسلوك الشاشة. |
| النفايات الضخمة | يتم إمساك العناصر الكبيرة وطيها وفتحها قبل أن تصل الأجزاء الأصغر إلى الشاشة. | تؤدي المراتب والأثاث والأشكال المتنوعة إلى حدوث جسور وتحميل غير متساوٍ. |
| خردة المعادن الخفيفة | تنحني الصفيحة الرقيقة وتطوى وتُقص وتُمزق مع تزايد ثبات حواف القاطع عليها. | تتسبب القطع الصلبة المخفية في حدوث ارتفاعات مفاجئة في عزم الدوران وتلف حواف القاطع. |
| التغليف الصناعي | يتم تقليل كمية البلاستيك والمعادن الخفيفة والملصقات والمخلفات معًا قبل عملية الفصل أو الغسل. | تتطلب السوائل والمخلفات الكيميائية والتلوث إجراء مراجعة منفصلة للسلامة. |
توضح الأمثلة سبب عدم قدرة تكوين واحد للغربال والقاطع على تحقيق نفس الأداء مع جميع المواد. فقد ينكسر الغلاف الهش بسرعة ويمر عبر الغربال، في حين أن الشريط المرن الذي له نفس العرض قد يستمر في الدوران لأنه ينحني بدلاً من أن يظهر بحافة قطع حادة.
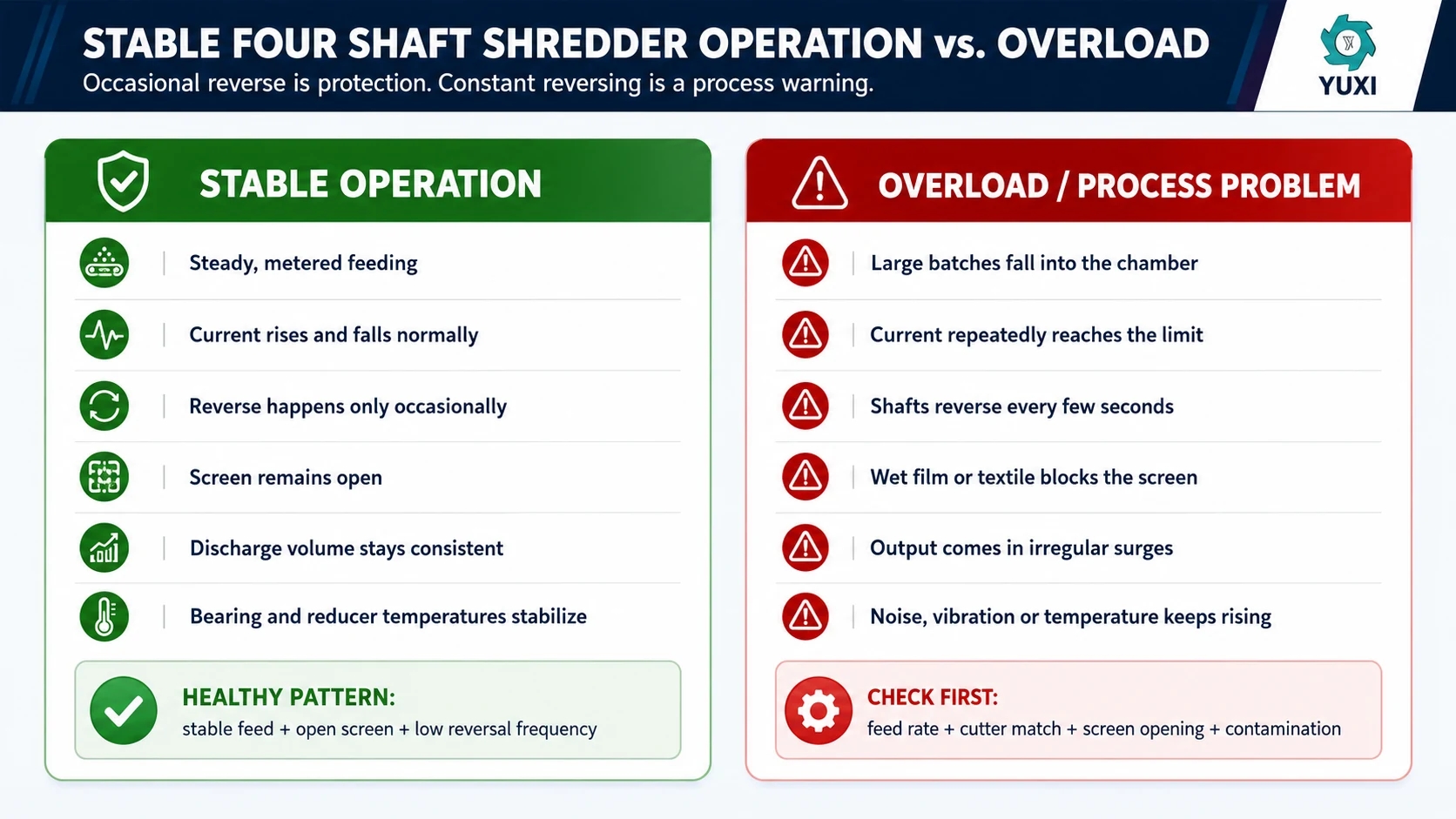
يبدأ الحمل الزائد عندما ترتفع مقاومة القطع إلى ما فوق نطاق التشغيل العادي. وقد يكون السبب وجود جسم غريب كثيف، أو دفعة كبيرة، أو وضع غير مناسب لشفرة القطع، أو انسداد الغربال، أو لفّ مادة حول العمود.
يُعد العكس التلقائي وظيفة وقائية، وليس بديلاً عن التصميم الصحيح للعملية. ويشير العكس الذي يحدث من حين لآخر إلى أن الآلة قد استجابت لوجود جسم غير منتظم. أما العكس الذي يحدث كل بضع ثوانٍ، فيعني عادةً أن معدل التغذية، أو شكل القاطع، أو فتحة الشاشة، أو معدل التشغيل غير مناسب للمادة الفعلية.
كما يعمل نظام التحكم الجيد على ربط ناقلات التغذية والتفريغ ببعضها البعض. فعندما يرتفع تدفق المواد الواردة إلى آلة التقطيع، يتوقف ناقل التغذية مؤقتًا قبل دخول المزيد من المواد. وعندما يتوقف ناقل التفريغ، يجب أن تتوقف آلة التقطيع قبل أن تملأ المواد المعالجة المساحة الموجودة أسفل الغربال.
تُعد الشاشة العنصر الأكثر بروزًا في عملية التحكم في الحجم، لكنها ليست العنصر الوحيد. ويتم إنتاج التصريف النهائي من خلال التفاعل بين:
مع استخدام نفس الغربال ذي الفتحات البالغ قطرها 40 ملم، قد يخرج البلاستيك الهش على شكل شظايا صغيرة غير منتظمة. وقد يخرج المعدن الرقيق على شكل رقائق ملتوية. وقد تظهر الأغشية على شكل شرائط مطوية. وقد تخرج المنسوجات على شكل حزم ليفية سائبة. يمنع الغربال خروج القطع الكبيرة بشكل واضح، لكنه لا يحول كل مادة مدخلة إلى جسيمات ذات شكل هندسي موحد.
| الميزة | عمود مزدوج | أربعة أعمدة |
|---|---|---|
| الحبكة الرئيسية | التمزيق الخشن، والتقطيع، وتقليل الحجم | الالتقاط، والقطع المتكرر، والتفريغ المتحكم فيه عبر الشاشة |
| مسار القطع | عادةً ما تكون هناك منطقة قطع رئيسية واحدة | عدة مناطق قطع أو إزالة متفاعلة |
| الشاشة | غالبًا ما لا تكون مطلوبة في مرحلة التقطيع الأولي | عادةً ما يكون عنصراً أساسياً في التحكم في الإنتاج |
| شظايا كبيرة الحجم | قد يخرج مع الإفرازات الخشنة | اتركها لمزيد من التقطيع |
| الدور النموذجي | التقطيع المسبق وتقليل الحجم | التكسير المتحكم فيه قبل المعالجة اللاحقة |
لا تعتبر الآلة ذات الأربعة أعمدة بالضرورة الخيار الأفضل. بالنسبة للفتحات الأولية، فإن الآلة الأبسط آلة التقطيع ذات العمود المزدوج قد توفر كفاءة أعلى وصيانة أسهل. تفاصيل مقارنة بين آلة التقطيع ذات الأربعة أعمدة وآلة التقطيع ذات العمودين ينبغي استخدامها عندما يعتمد القرار على الناتج الخاضع للتحكم بدلاً من عدد الدورات.
A آلة التقطيع أحادية العمود تستخدم عادةً دوارًا واحدًا، وسكاكين مقابلة ثابتة، ودافعًا هيدروليكيًّا، وشبكة غربلة. يقوم الدافع بدفع المواد ذات القوام المتجانس نسبيًّا نحو الدوار. أما الآلة ذات الأربعة أعمدة فتستخدم عدة أعمدة نشطة لالتقاط المواد الضخمة أو المختلطة وإعادة وضعها. ويمكن لكلا النوعين استخدام شبكات الغربلة، لكن الطريقة التي تصل بها المواد إلى منطقة القطع وتعود منها تختلف.
لا تحتاج الآلة إلى العمل بتيار كهربائي ثابت تمامًا. فالتقطيع المواد غير المنتظمة يؤدي بطبيعة الحال إلى تغيرات في الحمل. ويعني التشغيل المستقر أن هذه التغيرات تظل ضمن نطاق قابل للتكرار، وأن العملية تستعيد توازنها دون تدخل مستمر من المشغل.
ينبغي التحقيق في هذه العلامات باعتبارها مشكلة في العملية، لا إخفاءها عن طريق زيادة إعداد الحمل الزائد. فقد يؤدي رفع الحد الأقصى للتيار إلى تأجيل انقطاع التيار، مع نقل الحمل إلى القواطع أو الأعمدة أو المحامل أو جهاز التخفيض.
تظل الخطوات الأساسية هي التغذية، والإمساك، والقطع، وإعادة التدوير، والتفريغ. وتختلف الطريقة التي يتم بها تنفيذ العملية في مرحلة الإنتاج اختلافًا كبيرًا حسب التكوين المختار.
تُحدث القواطع الرقيقة عددًا أكبر من خطوط القطع عبر عرض العمود، وقد تنتج شرائح أضيق. أما القواطع السميكة فتوفر قوة أكبر للمقطع، وغالبًا ما تُفضل في عمليات التشغيل المعرضة للصدمات. ولا تزال الشبكة تتحكم في المخرج، لذا لا ينبغي اختيار القواطع الرقيقة لمجرد أن الناتج المستهدف صغير.
تتميز الخطافات العميقة بقدرتها على الإمساك بالأشياء المجوفة والزلقة بقوة. وزيادة عدد الخطافات يؤدي إلى تلامس أكثر تواترًا، لكنه يقلل من كمية المادة التي تدعم كل سن. أما الأعلاف المرنة فتحتاج إلى شكل يقطعها بدقة بدلاً من الالتفاف حولها.
تتحكم الشبكة في مدة البقاء. فكلما صغرت الفتحات، زادت إعادة التدوير والحمولة؛ أما الفتحات الأكبر حجماً فتسمح بخروج المواد في وقت أبكر. وينبغي اختيار حجم المخرجات انطلاقاً من العملية التالية في الاتجاه العكسي.
تؤدي السرعة المنخفضة عمومًا إلى زيادة عزم الدوران المتاح وتمنح نظام التحكم مزيدًا من الوقت للاستجابة. وقد تؤدي السرعة العالية إلى تحسين معدل إنتاجية الحجم بالنسبة للمواد السهلة المعالجة، لكنها قد تزيد من الالتفاف والحرارة والصدمات عندما يكون التغذية غير منتظمة.
تنتج الرافعة ذات الملاقط دفعات أكبر حجمًا مقارنةً بالناقل المزود بجهاز قياس. وقد تقوم اللودر بوضع المواد على أحد جانبي الحجرة. ويمكن أن تُظهر آلة التقطيع نفسها نتائج مختلفة جدًّا من حيث التدفق والسعة، وذلك لمجرد تغير طريقة التغذية.
تؤدي الرمال والزجاج إلى تسريع التآكل الكاشط. أما الأسلاك والمنسوجات فتزيد من خطر الالتفاف. وتؤدي الملصقات المبللة إلى حجب مساحة الشاشة. كما تتسبب الجسيمات المعدنية الصلبة المخفية في حدوث ذروات عالية في عزم الدوران. هذه العوامل لا تغير التسلسل النظري، لكنها تحدد ما إذا كان التسلسل سيظل مستقرًا أم لا.
بالنسبة لمشاريع الخطوط الكاملة، ينبغي تقييم آلة التقطيع باعتبارها مرحلة واحدة في نظام تقطيع وإعادة تدوير النفايات المعدنية, ، وليس كآلة قائمة بذاتها. فالجهاز التالي — سواء كان جهاز الفصل أو جهاز التحبيب — هو الذي يحدد مدى الحاجة الفعلية للآلة التقطيع إلى التحكم في الحجم.
وينبغي أن يشرح الدليل الفني الدقيق لمبادئ التشغيل أيضًا حدود الاستخدام. فقد تكون آلة التقطيع ذات الأربعة أعمدة غير ضرورية أو غير مناسبة في الحالات التالية:
في تلك الحالات، لا تحل إضافة المزيد من الأعمدة مشكلة عدم التوافق الأساسي في العملية. وقد يكون الحل الصحيح هو استخدام آلة تمزيق أولية أبسط، أو آلة مخصصة للمعادن الثقيلة، أو آلة تمزيق الإطارات، أو نظام من مرحلتين.
تدخل المواد إلى القادوس → تقوم خطافات القطع بإمساك المادة وسحبها إلى الداخل → تفتح الأعمدة الأولية وتقوم بقص المادة الواردة → تعمل الأعمدة الثانوية أو أعمدة الفرز على إعادة توجيهها وقصها مرة أخرى → تبقى القطع الكبيرة الحجم فوق الغربال → يستمر القص المتكرر → تمر المواد المؤهلة عبر الغربال → ينقلها الناقل إلى العملية التالية.
لا تُحدث الأربعة أعمدة قيمة لمجرد وجود عدد أكبر من الأجزاء الدوارة. بل إن القيمة تنبع من التحكم في التلامس مع المادة. فالآلة تستقبل المواد الصعبة التغذية، وتغير اتجاه الشظايا المقطوعة جزئيًا، وتواصل العمل حتى تؤكد الشاشة أن المادة جاهزة للخروج.
وبالتالي، فإن النتيجة التشغيلية تعتمد على النظام بأكمله: القادوس، وطريقة التغذية، وشكل القاطع، وتصميم الأعمدة، وعلبة التروس، ومنطق وحدة التحكم المنطقية القابلة للبرمجة (PLC)، والغربال، وناقل التفريغ. وعندما تتوافق هذه العناصر مع خصائص المادة الفعلية، يمكن لآلة التقطيع ذات الأعمدة الأربعة أن توفر تغذية مستقرة ومحكومة لعمليات الفصل وإعادة التدوير اللاحقة.
كما تتغير تكلفة الشراء وتكلفة التشغيل باختلاف نوع العمود والشاشة وترتيبات الصيانة. أما دليل أسعار آلة التقطيع ذات الأربعة أعمدة ويوضح ذلك السبب في أن الآلات التي تتمتع بقوة محرك متشابهة قد تختلف أسعارها وتكاليفها على مدى عمرها الافتراضي اختلافًا كبيرًا.
يرجى إرسال صور أو مقاطع فيديو توضيحية، وحجم المواد الواردة، ومستوى التلوث، والإنتاج المستهدف، والسعة، والمعدات التالية في خط الإنتاج. يمكن لشركة YUXI مراجعة متطلبات القاطع، والغربال، والعمود، ونظام التحكم قبل تقديم عرض الأسعار.
وهي تُنشئ عدة مناطق للإمساك والقطع وإزالة المواد. واعتمادًا على التصميم، قد يقوم عمودان بعملية القطع الرئيسية بينما يقوم العمودان الآخران بإزالة الشظايا وإعادة توجيهها، أو قد توفر أزواج من الأعمدة العلوية والسفلية مرحلتين للقطع.
لا. فموضع العمود، وشكل القاطع، والسرعة النسبية، ودور كل عمود تختلف باختلاف الشركة المصنعة. لذا، يجب التأكد من الترتيب من خلال الرسم الميكانيكي بدلاً من افتراض أن جميع الأعمدة الأربعة تؤدي نفس الوظيفة.
تحتوي الشبكة الموجودة أسفل أدوات القطع على الشظايا الكبيرة جدًّا. وتقوم حركة العمود بإعادة توجيهها إلى دورة قطع أخرى. ولا تخرج المادة إلا بعد أن تصبح قادرة على المرور عبر فتحة الشبكة المحددة.
عادةً لا. فقد يتم تقطيع الشظايا الكبيرة أو الطويلة عدة مرات. ويُعد إعادة تدوير المواد داخل الحجرة أحد الأسباب الرئيسية التي تجعل آلة التقطيع ذات الأربعة أعمدة قادرة على إنتاج تفريغ أكثر تحكماً مقارنةً بالآلة الخشنة ذات العمودين.
تعمل مخفضات التروس على تحويل سرعة المحرك إلى عزم دوران عالٍ في العمود. ويؤدي القطع بسرعة منخفضة إلى تحسين الإمساك، والحد من الصدمات الناتجة عن السرعة العالية، وإتاحة الوقت لنظام الحماية من الحمل الزائد للتوقف أو العودة إلى الاتجاه المعاكس عندما تصبح المقاومة مفرطة.
يقوم نظام التحكم باكتشاف ارتفاع التيار أو الضغط، فيقوم بإيقاف الأعمدة وعكس اتجاه دورانها لتحرير نقطة القطع المشدودة. وفي حال فشل المحاولات المتكررة، تتوقف الآلة وتصدر إنذارًا لإجراء فحص.
لا. فالشاشة هي التي تتحكم في مسار الخروج، لكن سماكة أداة القطع ومرونة المادة واتجاهها ودرجة تآكلها تؤثر على الشكل النهائي للقطعة. فقد تخرج الأغشية والمنسوجات والمعادن الرقيقة بأشكال غير منتظمة أو مطوية.
لا. تُستخدم الآلات ذات الأربعة أعمدة عندما يتطلب الأمر إجراء عمليات قطع متكررة وتفريغ يتم التحكم فيه عبر شاشة. وغالبًا ما تكون الآلة ذات العمودين أكثر اقتصادية في عمليات الفتح الأولي وتقليل الحجم.
ويمكنها معالجة النفايات المعدنية الخفيفة والنفايات الإلكترونية المختلطة المناسبة، شريطة أن تتوافق أدوات القطع وقوة المحور والشاشة ووسائل الحماية مع نوع المادة. ويجب إزالة البطاريات وقطع المعادن الصلبة والمكونات الخطرة أو تقييمها قبل عملية التقطيع.

تواصل مع فريقنا الرائع اليوم للحصول على تقدير سعر لآلة التقطيع.
اتصل بنا


